广州三鑫金属科技有限公司



航天动力发动机零部件喷涂
喷航天发动机零件生产线.等离子设备—---航天动力发动机零件

Professional production line for state-owned enterprises and foreign spraying (export-oriented)
适合 于 国企和外资喷涂专业生产线(出口型)
高温可磨耗封严涂层等离子喷涂技术在 高温可磨耗封严涂层作为发动机部件的重要涂层之一,用来调控高压涡轮转子部件与机匣之间的间隙,对保持发动机的效率十分关键。中航工业制造所高能束流加工技术重点实验室研制开发的添加陶瓷减摩自润滑材料及聚苯酯的高温可磨耗封严涂层,涂层摩擦系数低,可磨耗性能优异,同时抗高温氧化性能及燃气冲刷性能优良。高温可磨耗封严涂层厚度一般超过1.5mm,必须采用机器人自动等离子喷涂技术,喷涂参数计算机闭环控制、涂层厚度在线监测,这样有利于涂层组织结构及厚度均匀,稳定涂层冶金质量。
热障涂层等离子喷涂技术
热障涂层广泛用于航空发动机及地面燃气轮机,保护发动机高温部件,如燃烧室、涡轮叶片、火焰喷管等(见图2),可大幅度提高部件寿命、提高发动机效率、降低部件温度或提高燃气温度。
热障涂层的制备方法主要有等离子喷涂法和电子束物理气相沉积法。热冲击寿命和热导率为热障涂层的两个关键技术指标。没有优异的抗热冲击性能,热障涂层就不能在可靠性要求极高的航空发动机上获得成功应用。把涂层寿命做到数千、数万小时是热喷涂涂层成功应用于商用飞机发动机的关键所在。
由于氧化钇稳定氧化锆在1200℃以上工作、在随后的冷却过程中相变,相变过程中材料体积将膨胀约4%,这种体积效应使涂层产生裂纹甚至剥落。国内外学者对两种或两种以上稀土氧化物复合稳定氧化锆的多元体系进行了较多研究,取得了明显进展,美国科学家开发的氧化钆、氧化镱、氧化钇三元稀土复合稳定氧化锆工作温度可达1500℃,并已商品化。
制造所高能束流加工技术重点实验室研制开发的多元稀土氧化物复合稳定氧化锆超高温热障涂层,隔热性能及抗热冲击性能优异,1500℃长期工作、在随后的冷却过程中也没有有害的相变发生,使用温度达到国际先进水平。
热喷涂技术发展趋势热喷涂技术经过100余年的发展,技术日益成熟,用途涉及航空航天、工业燃气轮机、汽车、电力、燃料电池与太阳能、医疗卫生、造纸与印刷等诸多领域。
要实现航空发动机在高推重比和高效能上的重大突破,就必须提高发动机中燃气温度,这必然造成高压涡轮热端部件表面温度的大幅度提高。碳化物、氮化物陶瓷SiC、Si3N4是最有可能取代镍基高温合金作为在更高温度下工作的发动机高温结构材料,制约其应用的重要因素是其在发动机高温燃气环境中的材料组织结构稳定性不足,碳化物、氮化物陶瓷能够和水蒸汽等反应生成挥发性的产物造成陶瓷材料结构及性能严重退化。在陶瓷表面采用气相沉积与等离子喷涂复合技术制备环境障涂层,可以有效阻止高温燃气气氛和陶瓷基体的接触,提高陶瓷基体的结构稳定性。
在某些重要应用领域需要高的涂层结合强度,甚至需要涂层与零件基体间冶金结合。为克服热喷涂涂层界面机械结合的不足,激光等离子复合喷涂技术应运而生(见图3)。激光等离子复合喷涂涂层界面为冶金结合,涂层结构致密均匀,可用于发动机刷式封严跑道的制造。目前要解决的主要问题:一是控制热输入,避免涂层成分过度稀释及材料组分的分解;二是降低应力,避免涂层中出现裂纹。
航空、航天工业中的应用
热喷涂技术在航空、航天工业中应用历史久,范围广,涂层品种多,而且技术含量高。尽管航空、航天中飞机发动机、宇宙火箭等工作条件十分恶劣,对涂层可靠性要求非常苛刻,但当代航空发动机中一半以上的零件都有涂层,主要用耐磨、耐腐蚀、抗氧化、封严。下表给出热喷涂技术在航空航天中的部分应用。
热喷涂航空航天中的应用
领域 零部件 喷涂工艺 涂层材料 涂层用途
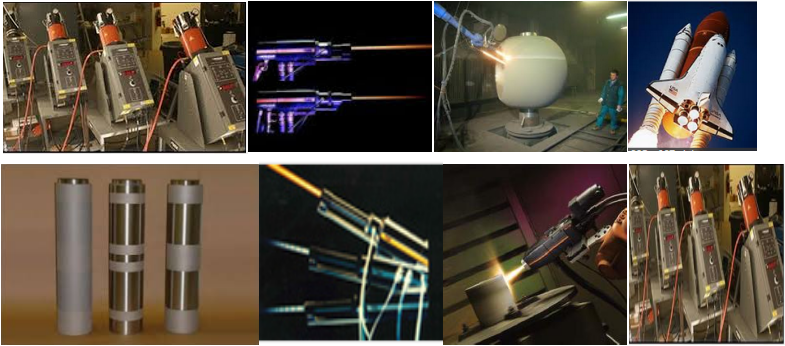
火箭技术 火箭头部和喷管 等离子喷涂 A1 2 O 3, ZrO 2 ,W 耐热、抗冲蚀
宇宙飞行器 喷气推进弹体整流罩 宇宙研究装置 超短波天线 等离子喷涂 等离子喷涂 等离子喷涂 ZrO 2, A1 2 O 3 A1 2 O 3, ZrO 2, W金属,氧化物及碳化
物 绝热 防粘连、绝热、热辐射性能 绝热、绝缘
航空 喷气发动机蜗轮及压气机 叶片 燃气蜗轮叶片 燃烧室内衬 起落花流水架轴颈 机翼及机身承力结构 前整流舱 机匣 等离子喷涂 等离子,HVOF 等离子喷涂 等离子喷涂 等离子,HVOF 等离子喷涂 等离子喷涂 等离子喷涂 Co-WC,TiC,Cr 203 Ni-A1,NiCrBSi Ni-A1,A1,A1 2O3 CoCrA1Y,MgO.ZrO 2 硬质碳化物及其合金纤维增强复合材料,聚苯酯、硅铝 镍包石墨、镍包硅藻土 耐冲蚀 耐热 耐热 耐热 耐磨 强度、刚度 滑动、封严 耐磨、润滑可磨、封严
对于发动机的绝热涂层,过去一般采用稳定型的zro 2, 面层材料和CONICRALY高温粘结底层材料,通过等离子喷涂,制备两层或数层阶梯结构涂层。自20世纪80年代末至90年代初,由于新的涂层技术---电子束物理气相沉积技术的开发成功,制备的热障涂层为柱状晶结构,与粘结底层结合牢固,涂层表面光洁,使用寿命高于等离子喷涂层一个数量级。关于热障涂层的粘结底层加陶瓷涂层结构,我国目前主要采用二层涂层结构,并已应用在新型发动机燃烧室,加力燃烧室等热部件上。目前对热障涂层的改进主要从多层或梯度功能涂层的设计,粘结底层的预氧化处理,热障陶瓷面层的渗铝处理,陶瓷面层激光改性处理等方面研究和发展。
发动机封严涂层随着热端高温气流温度的逐级提高,使用温度从300℃到1100℃,目前最高温度可达1350℃。A1Si-聚苯酯,镍-石墨,镍-硅藻土等复合粉末涂层,已获得成功应用。其中,尤以高温封严涂层制备和工作条件最困难。要求其厚度达2-3mm,喷涂时必须严格控制涂层应力的产生。另外,要承受1000-1350℃高温,遭受2-3倍音速的高温气流冲刷,受到超过300m/s线速度叶片尖部刮削而不发生剥落。故涂层必须耐高温、抗氧化、耐热震、结合强度高,化学惰性,而且质软,多孔(孔隙率达25%-30%)。
航空发动机某些零部件的磨损总是也是十发严重的,在服役期间,有的发动机低压转子转速5000r/min;并在极高负载和各种频率的振动下工作,从而产生各种机理的磨损,这些磨损仅靠改变基体材料是达不到要求的。据英国RR公司统计,1976年前发动机零部件60%因磨损而报废,采用耐磨涂层后报废率降到30%,目前采用爆炸喷涂和HVOF喷涂涂层已有50多种在航空产品零件上获得应用,如高低压压气机叶片、蜗轮叶片、轮毂封严槽、齿轮轴、火焰筒外壁、衬套、副翼滑轨、制动装置等。目前国内开发的某新机种上,规定采用十几种热喷涂层(主要是耐磨涂层)数百个零件,其中四种最关键的耐磨涂层必要采用结合强度好、涂层致密度高的爆炸喷涂和HVOF喷涂工艺制备。下表为爆炸喷涂在国内航空方面的应用。
爆炸喷涂在国内航空方面的应用
零件名称 涂层种类 应用特性效果
发动机蜗轮轴 NiCrBSi-Ni-A1 磨损报废,重新使用
蜗轮叶片叶冠 X-40 磨损超差,重新使用
发动机燃油导管 NiCrSi 耐磨、延长使用寿命
压气机叶片阻尼台 Co-WC 耐微振磨损
三叉戟发电机轴 Co-WC 耐磨一年以上
三叉戟襟翼滑轨 Ni 3 A1-WC 磨损、喷涂后使用
三叉戟前轮轴、套筒 Co-WC 磨损、喷涂后使用
喷涂产品要求产量化多维机械手. 自动喷涂系统配置设备-----


.喷涂产品要求产量化复杂多枪. 自动喷涂系统配置设备—
其它:
活动机械手生产线
活动机械手生产线


1.图片
| 航天、航空、国防 | 航空发动机 |
| 运载火箭 | |
| 坦克 | |
| 武器装备 |

.jpg)
.jpg)
航空发动机
2.应用范围
防腐蚀超厚涂层在飞机发动机上的应用
多年来,典型的PVD涂层都是非常薄的超硬耐磨膜层,多数应用在刀具上,如钻头、铣刀、铰刀、刀片和滚刀等,也应用在各种模具上。这种应用的典型膜层厚度在1~5μm左右,当然也有特殊应用的膜层厚度接近10μm左右。然而,在汽车制造业和航空航天领域上的特殊应用膜层已经远远超过5μm。试验已经证明在这些领域里的特殊应用膜层越厚,耐磨性能和抗腐蚀性能更好。目前,有这种需要的超厚膜层可达到10~50μm左右,有些膜层甚至更厚。
目前,80%的PVD超硬膜层都是通过电弧蒸发技术沉积形成的。通过电弧蒸发形成的涂层有很多卓越的优点,如性价比高、质量非常好;从材料和能源成本考虑,这种技术是投资最低、最有竞争力的涂层。另外,由于在真空状态下电弧蒸发而形成的高度离子化,这种技术还可以获结合力最好和最致密的膜层。
在过去的10年里,Al基超硬涂层占据着特别重要的位置。如今,大部涂层厂家均可提供各种铝含量的涂层。另外,Cr基涂层也越来越多地被应用。所有这些涂层都是复合涂层。特别是复合涂层可以大大减少膜层的内张力,以及降低膜层表面液滴尺寸。另外,这些膜层大部分都是纳米结构膜层,每个单层膜层只有20~50nm的厚度。
今天,这种结构的膜层已经成为最先进的保护飞机发动机部件的涂层,例如涡轮叶片的耐磨损和防腐蚀涂层。这种以Ti和TiN为基础的软硬交替的超厚膜层是第一代防腐蚀膜层,可以为涡轮叶片提高2~3倍的使用寿命。目前这些涂层被广泛应用在非常恶劣的环境中,例如在沙漠中的直升飞机发动机,但是也越来越多地应用在商用飞机发动机上。
在航空工业中的特殊耐磨和防腐蚀应用中,均需要超厚的PVD涂层。图中为是TiN涂层的飞机发动机叶片(整体集成叶片),膜层厚度为20μm。在沉积过程中,工艺温度是影响叶片疲劳寿命的最具决定性的参数之一。目前这种TiN结构的超厚涂层已经成为最先进的飞机发动机叶片涂层。随着涂层技术的发展,Al基加厚涂层已经成为第二代更优秀的发动机叶片涂层。
综上所述,在所有的PVD涂层工艺中,电弧沉积涂层技术已成为用于工业化生产的最经济耐磨、防腐蚀涂层。今天,世界上80%的PVD超硬涂层都是采用电弧沉积技术得到的,事实也证明了PVD超厚涂层是可以以最经济的方式达到10~50μm左右。
航空航天和工业燃其轮机 (超过75%的发动机部件需要喷涂)
.png)

应用: 典型材料
1.涡轮轴类 ZrO2-Y2O3
2.支撑轴承 可磨耗
3.覆板 MCrAlYS
4.密封圈 Cr C-NiCr/WC-Co
5.热障 Ni Al / Ni Cr Al
6.活塞环 CuNiln
优势:
1.抗热冲击
2.滑动磨损防护
3.高温防腐及抗氧化
4.高结合强度
5.抗微振
益处:
1.增强发动机性能
2.改进燃料燃烧
3.降低发动机维修成本
4.延长检查周期
5.提高安全指数
3.功能涂层
.jpg)
.png)
.jpg)
--------------------------------------------------------------------------------------------------------------------
1.图片
.jpg)
.jpg)
.jpg)
.jpg)
航空发动机座 叶轮
2.应用范围
| 航天、航空、国防 | 航空发动机 |
| 运载火箭 | |
| 坦克 | |
| 武器装备 |
航空发动机热障涂层存在的问题及其发展方向
一、热障涂层应用现状
要想使航空发动机获得更大的推重比,就必须提高发动机涡轮前的进口温度,因此对航空发动机燃烧室、涡轮叶片等热端部件的抗高温能力的要求相应提高。在基体合金表面涂覆热障涂层( Thermal Barrier Coating,TBC)是有效提升其抗高温能力的途径之一 。目前在涡轮发动机上获得实际应用的热障涂层均为双层结构: 表层为陶瓷层,主要起隔热作用,此外还起抗腐蚀、冲刷和侵蚀的作用; 内层为金属粘接层,主要起改善金属基体与陶瓷层之间的物理相容性,增强涂层抗高温氧化性能的作用。
航空发动机热障涂层
迄今为止,应用最广、最成熟的热障涂层是以氧化钇(质量分数 6% ~8% )部分稳定氧化锆( YSZ)陶瓷层为面层,MCrAlY合金层为粘接层的双层结构热障涂层体系。 YSZ具有低的热导率和相对较高的热膨胀系数,但是它在使用过程中存在如下问题:
(1)当工作温度高于 1200 ℃时,随着烧结时间延长,YSZ 的孔隙率和微观裂纹数量逐步减少,从而导热系数上升,隔热效果下降。
(2)高温环境中,热障涂层的面层和粘接层之间会生成以含铝氧化物为主的热生长氧化物( TGO),同时金属粘接层会产生“贫铝带”,随着热循环次数的增加,贫铝带扩大,富 Ni、Co的尖晶石类氧化物在TGO 中形成,从而使 TGO 内部产生较大的应力,最终诱发裂纹并导致陶瓷面层脱落。
(3)空气环境中或飞机跑道上的颗粒物进入燃烧室后,在高温作用下形成一种玻璃态沉积物 CMAS( CaO,MgO,Al2O3,SiO2等硅酸铝盐物质的简称)。 CMAS 附着在发动机叶片上,在毛细管力的作用下沿着 YSZ 涂层孔隙向深度方向渗透,随后 CMAS与YSZ涂层中的 Y2O3发生反应,加速YSZ相变,最终在热化学与热机械的相互作用下,导致YSZ 涂层内部产生裂纹。
(4) YSZ 陶瓷面层、金属粘接层、TGO 的热膨胀系数存在的差异会引起致YSZ陶瓷面层/TGO界面、TGO/金属粘接层界面上在从工作温度(上千摄氏度) 降到室温的过程中产生应变失配,从而形成热失配应力,最终会导致YSZ 面层脱落。
为了改善 YSZ 涂层性能,人们进行了大量的探索和研究。表1是影响 YSZ 涂层服役寿命的常见问题及其改善需求、改善方法。
1、改善抗烧结性
(1)提高陶瓷涂层纯度,减少 YSZ 涂层中 SiO2和 Al2O3杂质的含量,可以显著降低涂层的烧结速率,平面收缩倾向减小,从而降低导热系数的增加速率,涂层表现出一定的抗烧结性。
(2)在涂层中添加特殊化学元素。例如在镧系锆酸盐体系( La2Zr2O7)涂层中适量掺杂Hf 、Nd、Gd、Sm 等元素能够有效提升涂层的抗烧结性能。
2、控制 TGO 的生长
航空发动机在高温服役过程中,粘接层Al,Cr,Ni 等金属元素接触氧气发生选择性氧化,会在粘接层( BC) 和顶层陶瓷层( TC)表面形成一层热生长氧化物( TGO) ,进而造成涂层局部膨胀并对 TC 产生张力, 当张力超过了TC的结合力时就会引起裂纹扩展,直至表面涂层的剥落。
(1)改变粘接层的化学成分。适当掺杂一些活性元素( 如 Y,Hf,Zr),在这些元素的偏析聚集作用下,降低Al2O3的增长速度,抑制TGO 生长;
(2)采用冷喷涂( CS)、超音速火焰喷涂( HVOF)等工艺或预先沉积一层富 Al 的PVD “薄夹层”,改善涂层结构,降低氧气扩散系数,从而减缓 TGO 的生长速度。
3、改善抗CMAS腐蚀性能
发动机叶片上 CMAS 的形成不仅会造成钇的损耗引起 ZrO2熔融相变产生不稳定相,CMAS 的沉积还会引起涂层应力增大,加速涂层剥蚀,大大降低热障涂层的服役寿命。研究发现从以下几方面可改善涂层抗 CMAS 腐蚀性能:
(1)改变涂层化学成分。在 YSZ 中添加 Al,Ti,Si等元素可诱导生成一种氧基磷灰石相,从而抑制 CMAS 的向涂层内部侵蚀,降低界面层的浸润性能,增强涂层抗 CMAS 性能。
(2) 改变涂层结构。烧绿石结构的 Y2Zr2O7中渗入的 CMAS就比一般结构的 YSZ 少很多。对于“ YSZ 内层 + 稀土锆酸盐( Ln2Zr2O7) 烧绿石外层”、“YSZ +Sm2Zr2O7 ”和“YSZ +Gd2Zr2O7 ”等双层热障涂层,由于烧绿石外层可以减少 CMAS 的渗入,因此热障涂层的抗 CMAS 侵蚀性得到极大提高。
4、 改善YSZ 面层应变容限
采用EB-PVD 技术、等离子物理气相沉积技术( PS-PVD)、悬浮液等离子喷涂技术( SPS)等可制备 “柱状”结构的 YSZ 陶瓷面层,通过柱间纵向开裂释放陶瓷面层/TGO 界面上的热失配应力,使热障涂层可以承受更高的失配应变,从而提高YSZ 陶瓷层应变容限,延长涂层热循环寿命。这种方法工艺简单,成本低,但是纵向裂纹是通过表面集中加热的方式产生的,密度不高且形态无法控制,因此涂层的循环寿命不稳定,使得涂层在应用上受到很大的限制。
法国 Albi 学院的 Philippe 教授和 Toulouse 大学的 Florence 教授等利用溶胶-凝胶( Sol-Gel)方法在金属粘接底层上沉积 YSZ 层,通过高温热处理使其发生龟裂,再通过 APS 技术填充裂纹,强化原有结构,形成了一种具有网状分区结构的 YSZ 陶瓷面层。研究结果表明,这种具有纵向分区结构的热障涂层可以达到与 EB-PVD 热障涂层相近的热循环寿命。
二、 新型热障涂层发展方向
寻找新材料来满足更高的发动机出口温度是热障涂层制备和发展的重要方向。为了得到理想的热障涂层,必须获得具备更低热导率的顶层陶瓷层,开发出新型低热导率热障涂层和陶瓷基复合材料热障涂层成为研究热点。
1 、新型低热导率热障涂层
提高热障涂层的热阻需要从降低热导率入手,热障涂层中的热量传输主要有电子传导、热辐射和晶格声子传导三种方式,因此降低声子平均自由程、声子速度或材料密度,能够有效减少晶格声子的热量传输。材料本身固有的缺陷以及掺杂都可以显著提高外在缺陷散射,从而降低材料的导热性能。
(1)改变涂层化学成分
利用Y2O3掺杂 ZrO2、各种镧系元素( 包括 La,Gd,Er,Nd,Dy 和Yb)单独或共掺杂ZrO2、过渡金属元素( 如 Ni,Nb 和 Ta)掺杂以及Hf掺杂ZrO2,诱导晶格应变,从而增大晶格的非简谐振动和声子散射,进而降低材料热导率。
(2)改善涂层晶体结构
烧绿石结构体系(A2B2X7)凭借其较低的热导率近几年来成为新型热障涂层研究热门。例如稀土锆酸盐 Ln2Zr2O7( Ln 为稀土元素)烧绿石结构陶瓷涂层( 如 Gd2Zr2O7,Sm2Zr2O7)相比于 YSZ,具有更好的热物性和良好的机械性能。结构相似的镧系锆酸盐掺杂时,因其可以形成固溶体,也能够降低材料的热导率。而La2Hf2O7的热导率比La2Zr2O7更低。此外,增加涂层孔隙率也有利于降低涂层热导率。
2、陶瓷基复合材料热障涂层
高温金属材料( 如镍、钴或铁基超合金) 常被用于制作涡轮发动机的叶片等,但是它们通常在超过其熔点温度的环境下服役,所以热稳定性得到极大挑战。由于陶瓷基复合材料( CMC)能够承受1250 ℃以上的高温,因此能够承受更高温度的新型CMC复合材料成为下一代航空发动机高温部件的主要候选材料,从而提高发动机热端部件的服役温度,保障发动机的功率和转换效率。
CMC 材料不同于金属材料,制成的热端部件在工作时不需要进行气冷,并且还能改进零件的耐久性,从而极大地提高发动机的推力和工作率。2013年,罗罗公司采用 SiC/SiC 复合材料制造成发动机高压涡轮叶片进行试验,结果显示,叶片质量可减少50% 左右。但是,CMC 在高温下的氧化烧蚀限制了其在飞机上的应用。以 SiC-纤维/SiC-基体 CMC 材料为例,在高压涡轮机的高温氧化条件下,会形成一层SiO2保护层来阻止 CMC 继续被氧化,但是 SiO2层又会与水蒸气反应生成氢氧化物,从而导致 CMC 中 SiC基体的侵蚀。在 CMC 基体上制备一层环境热障涂层( EBC) 是解决这一问题的关键。
ER7多层涂层结构示意图
EBC 通常由粘接层、过渡层和顶层三部分构成(如上图 所示)。粘接层一般由 Si 元素组成,主要作用是确保 EBC 和 CMC 基体结合良好; 过渡层一般由钡锶铝硅酸盐(BSAS)和莫来石混合而成,主要起抗高温氧化和抑制与水蒸气反应的作用; 顶层由 BSAS 构成,主要起到抗高温腐蚀和抗外来物冲击的作用。
3.功能涂层
.png)
.png)

.png)

--------------------------------------------------------------------------------------------------------------------
1.图片


.jpg)
运载火箭
2.应用范围
| 航天、航空、国防 | 航空发动机 |
| 运载火箭 | |
| 坦克 | |
| 武器装备 |
在航空发动机制造中的应用与发展中航工业制造:
热喷涂的基本原理是用特种热源(燃烧火焰、电弧、等离子焰流、激光等)或一定温度的高温、高压、高速气体(冷气动力喷涂)将涂层材料熔化或半熔化,或将固态粒子加速至数倍声速,高速度喷射并牢固粘结在零件基体表面,形成设定组织性能的连续涂层。
燃烧火焰喷涂,可以喷涂塑料、金属、合金、氧化铝陶瓷等多种粉末和丝材,现代飞机树脂基复合材料部件表面防静电抗雷击涂层即为火焰喷涂铝涂层。
电弧喷涂,热效率高、生产率高、喷涂成本低,广泛用于钢铁结构表面锌、铝及锌铝合金防腐涂层,对钢铁结构进行长效防护。在大型锅炉内壁喷涂耐高温、耐腐蚀材料,可减少维护、延长使用寿命。
等离子喷涂,是热喷涂技术中最重要的一种,几乎可以喷涂从低熔点塑料到高熔点金属钨、钼、钽、氮化物及碳化物金属陶瓷、氧化物陶瓷等任何材料,用途极其广泛。
上世纪80年代超声速火焰喷涂(HVOF)从美国推出,90年代开始广泛应用,目前已是WC-Co、WC-CoCr类涂层的最佳制备工艺方法,广泛应用于飞机起落架及直升机旋叶轴等关键部件耐磨涂层的制备,已经大范围取代飞机起落架电镀硬铬工艺,在避免了由电镀硬铬造成的六价铬污染和部件氢脆的同时,还大幅度提高了部件耐磨性能。
热喷涂技术在航空发动机上的应用
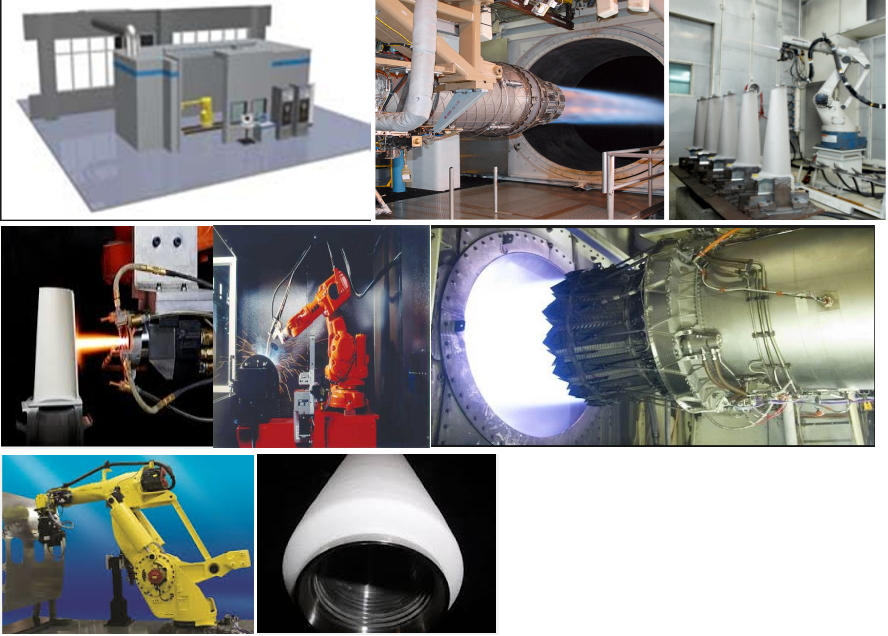
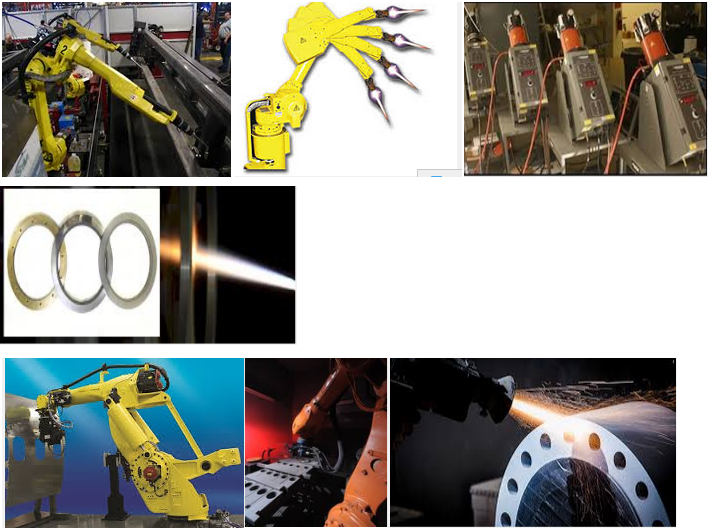
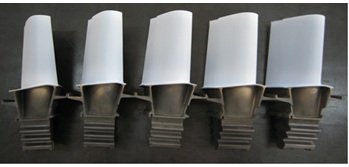
由于热喷涂材料来源广泛、制备工艺稳定、涂层成分结构可设计性强、涂层质量可控、可制备多种功能及防护涂层,并可自动化生产,使热喷涂技术在航空制造技术领域获得了广泛的应用。航空发动机及飞机的关键零部件——压气机叶片榫头、机匣、封严篦齿、燃烧室、涡轮叶片、导向叶片、轴颈、轴承座、封严环、喷管等数以千计的零件需进行热喷涂制备涂层(见图1),涂层的应用是航空发动机可靠性及服役寿命大幅度提高。
高温可磨耗封严涂层等离子喷涂技术
高温可磨耗封严涂层作为发动机部件的重要涂层之一,用来调控高压涡轮转子部件与机匣之间的间隙,对保持发动机的效率十分关键。中航工业制造所高能束流加工技术重点实验室研制开发的添加陶瓷减摩自润滑材料及聚苯酯的高温可磨耗封严涂层,涂层摩擦系数低,可磨耗性能优异,同时抗高温氧化性能及燃气冲刷性能优良。高温可磨耗封严涂层厚度一般超过1.5mm,必须采用机器人自动等离子喷涂技术,喷涂参数计算机闭环控制、涂层厚度在线监测,这样有利于涂层组织结构及厚度均匀,稳定涂层冶金质量。
热障涂层等离子喷涂技术
热障涂层广泛用于航空发动机及地面燃气轮机,保护发动机高温部件,如燃烧室、涡轮叶片、火焰喷管等(见图2),可大幅度提高部件寿命、提高发动机效率、降低部件温度或提高燃气温度。
热障涂层的制备方法主要有等离子喷涂法和电子束物理气相沉积法。热冲击寿命和热导率为热障涂层的两个关键技术指标。没有优异的抗热冲击性能,热障涂层就不能在可靠性要求极高的航空发动机上获得成功应用。把涂层寿命做到数千、数万小时是热喷涂涂层成功应用于商用飞机发动机的关键所在。
由于氧化钇稳定氧化锆在1200℃以上工作、在随后的冷却过程中相变,相变过程中材料体积将膨胀约4%,这种体积效应使涂层产生裂纹甚至剥落。国内外学者对两种或两种以上稀土氧化物复合稳定氧化锆的多元体系进行了较多研究,取得了明显进展,美国科学家开发的氧化钆、氧化镱、氧化钇三元稀土复合稳定氧化锆工作温度可达1500℃,并已商品化。
制造所高能束流加工技术重点实验室研制开发的多元稀土氧化物复合稳定氧化锆超高温热障涂层,隔热性能及抗热冲击性能优异,1500℃长期工作、在随后的冷却过程中也没有有害的相变发生,使用温度达到国际先进水平。
热喷涂技术
发展趋势
热喷涂技术
经过100余年的发展,技术日益成熟,用途涉及航空航天、工业燃气轮机、汽车、电力、燃料电池与太阳能、医疗卫生、造纸与印刷等诸多领域。
要实现航空发动机在高推重比和高效能上的重大突破,就必须提高发动机中燃气温度,这必然造成高压涡轮热端部件表面温度的大幅度提高。碳化物、氮化物陶瓷SiC、Si3N4是最有可能取代镍基高温合金作为在更高温度下工作的发动机高温结构材料,制约其应用
的重要因素是其在发动机高温燃气环境中的材料组织结构稳定性不足,碳化物、氮化物陶瓷能够和水蒸汽等反应生成挥发性的产物造成陶瓷材料结构及性能严重退化。在陶瓷表面采用气相沉积与等离子喷涂复合技术制备环境障涂层,可以有效阻止高温燃气气氛和陶瓷基体的接触,提高陶瓷基体的结构稳定性。
在某些重要应用领域需要高的涂层结合强度,甚至需要涂层与零件基体间冶金结合。为克服热喷涂涂层界面机械结合的不足,激光等离子复合喷涂技术应运而生(见图3)。激光等离子复合喷涂涂层界面为冶金结合,涂层结构致密均匀,可用于发动机刷式封严跑道的制造。目前要解决的主要问题:一是控制热输入,避免涂层成分过度稀释及材料组分的分解;二是降低应力,避免涂层中出现裂纹。
3.功能涂层

--------------------------------------------------------------------------------------------------------------------
1.图片




坦克
.jpg)


2.应用范围
| 航天、航空、国防 | 航空发动机 |
| 运载火箭 | |
| 坦克 | |
| 武器装备 |
3.功能涂层





武器装备
>> 上一个: 喷涂锅炉丝专用设备1000型
>> 下一个: 冷喷涂层
© 2017 广州三鑫金属科技有限公司 粤ICP备09037207号