GuangZhou SANXIN Metal S&T Co., Ltd



供货种类.型号 列表
| 序号 | 内容 | 型号 | 配置可选喷枪 | 备注 | |
| 1 | 工业用品牌等离子喷涂设备 | 大功率SX-250型KW、150kw、中型80KW、50KW、小型30KW、10KW | 国产 | 进口 | 可根据用户需要量身设计定做 |
| 2 | Low-E玻璃镀膜用硅铝靶材的制备方法分析 | SX-250型KW、150kw、80KW | 国产 | 进口 | |
| 3 | 喷镀膜耙材等离子设备 | SX-250型KW、150kw、80KW | 国产 | 进口 | |
| 4 | 医学界实用等离子设备喷涂羟基磷灰石涂层-钛基牙种植体 | SX-80KW、50KW、30KW、 | 国产 | 进口 | |
| 5 | 医学界实用人工关节表面真空等离子 | 喷涂Ti、HA涂层 SX-80KW、50KW、30KW、 | 国产 | 进口 | |
| 6 | 喷金银等离子设备 | SX-Y50KW、Y30KW | 国产 | 进口 | |
| 7 | 等离子粉末高频熔焊机 | SX-60B | 国产 | 进口 | |
| 8 | 等离子系统 (制作球化粉体)设备和技术 | 80KW 150KW |
|
|
|
Low-E玻璃镀膜用硅铝靶材的制备方法分析
前言:由于低辐射玻璃优良的节能功能和巨大的隐形经济效益,在经历石油危机之后,在各国政策的推广下,其市场销售量经历迅速增长的阶段。目前各发达国家的LOW-E玻璃都得到了大规模的普及,而当前中国LOW-E玻璃使用率仅为8%,远低于发达国家应用水平。LOW-E玻璃的镀膜技术是其关键,而镀膜用的靶材又是关乎其成败的关键耗材,本文从技术的角度分析了LOW-E玻璃镀膜用硅铝靶材的制备方法。
低辐射镀膜玻璃简称低辐射玻璃或LOW-E(Low Emissivity Glass)玻璃,是在玻璃表面镀膜包括银层在内的多层金属或其他化合物组成的膜系产品,因其所镀的膜层具有极低的表面辐射率而得名;普通玻璃的表面辐射率在0.84左右,低辐射玻璃的表面辐射率在0.25以下;它对波长范围4.5-25μm的远红外线有较高的反射比(大约将80%以上的远红外线热辐射反射回去),具有良好的阻隔热辐射透过的作用;在夏季可以阻隔物体受太阳照射后发出的二次辐射热,同样冬季可以减少室内的热量向外流失,从而达到隔热保温节能降耗的目的。
Low-E靶材相对于Low-E镀膜生产来说,其作用类似于当年的CRT模具和玻壳生产的关系,可见其重要性。通过对LOW-E镀膜原材料市场的调研分析,LOW-E靶材作为消耗品,用量较大,成本较高。目前,我公司LOW-E镀膜项目即将进入试生产阶段,生产过程中会用到多种材料的靶材(我公司LOW-E镀膜生产线所需靶材有6种:SiAl、NiCr、TiOx、ZnAl、ZnSn、Ag),作为耗材,每月就要消耗3-4百万。下文中我们以硅铝旋转靶为例(外形尺寸内径133mm,长度3897mm),从多个技术角度来分析其制备方法。
一、制作靶材的工艺原理
硅铝靶材(SiAl Target)的生产工艺属于热喷涂工艺。热喷涂包括:电弧喷涂、等离子喷涂、火焰喷涂。硅铝靶材生产需要前两种喷涂方式,电弧喷涂用来对靶材基管喷涂打底,使得材料喷涂层与基管结合牢固。靶材涂层使用等离子热喷涂。
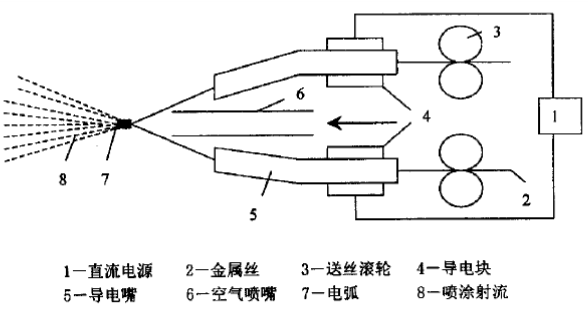
1.电弧喷涂是利用燃烧于两根连续送进的金属丝之间的电弧来熔化金属,用高速气流把熔化的金属雾化,并对雾化的金属粒子加速使它们喷向工件形成涂层的技术。电弧喷涂是钢结构防腐蚀、耐磨损和机械零件维修等实际应用工程中最普遍使用的一种热喷涂方法。电弧喷涂系统一般是由喷涂专用电源、控制装置、电弧喷枪、送丝机及压缩空气供给系统等组成。电弧喷涂只能使用金属丝作为喷涂材料。
图一 电弧喷涂示意图
2.等离子喷涂作为一种热喷涂工艺,可分为三大类:①高温高压等离子体,电离度100%,温度可达几亿度,用于核聚变的研究;②低温低压等离子体,电离度不足1%,温度仅为50~250度;③高温低压等离子体,约有1%以上的气体被电离,离子体中心具有几万度的温度。离子、自由电子、未电离的原子的动能接近于热平衡。靶材热喷涂所利用的正是这类等离子体。等离子喷涂是利用等离子弧进行的,离子弧是压缩电弧,其弧柱细,电流密度大,气体电离度高,因此具有温度高,能量集中,弧稳定性好等特点。弧光温度约7000度。离子流的速度达亚音速。等离子喷涂可以喷涂熔点较高的材料,特别是氧化物陶瓷,喷涂效率非常高。但由于其速度仅达亚音速,其喷涂层的致密度不如HVOF的高。
图二 等离子喷涂的工作原理图

3. 超音速火焰喷涂(HVOF)是将气态或液态燃料与高压氧气混合后在特定的燃烧室或喷嘴中燃烧,产生的高温、高速的燃烧焰流被用来喷涂。火焰速度7倍音速以上。对于火焰喷涂,因其火焰温度相对较低,约为3000度左右。对于熔点较高的材料无法喷涂或效果不好,但对熔点较低的材料进行喷涂,其喷涂效果好,致密度高,涂层牢固。火焰喷涂主要动力消耗为燃气。
二、工艺流程
制硅铝粉——>衬管喷砂——>电弧喷涂打底——>等离子喷涂——> 抛光加工——>包装
主要工序简介:
制硅铝粉:为保证工艺稳定,需采购硅锭、铝锭通过磨粉、筛粉、混粉等步骤制备喷涂用硅铝粉体。
喷砂工序:采购的靶材衬管不能直接使用,为使喷涂层结合牢固,需要对衬管作抛光喷砂处理。
打底:喷涂某种合金材料作为喷涂层与衬管的过渡层,作用是使得涂层与衬管衔接更稳固。打底丝材采用镍铝合金。
喷涂工序:该工序是整个生产的主要环节,靶材规格不同,喷涂时间有长短,单台喷涂设备的生产能力非常有限,连续30多小时才能生产一根长度为3897mm的靶材。由于喷枪喷头是一种易耗件,喷涂期间可能需要多次更换喷枪喷头。
机加工工序:喷工序完成后,需对表面作加工处理,以达到用户要求的规格尺寸。
三、硅铝靶材规格表
| 硅铝靶材规格 | |
| 纯度: | 一般为99.7%(2N7),更好的99.9%(3N) |
| 组份: | 铝重占比8…10wt%(+/-2wt%) |
| 最大功率: | ≥30W/m(旋转靶-中频电源,含背管) |
| 靶材厚度: | ≤6/9mm(外径145/151 mm) |
| 杂质: | 铁质含量<2000 ppm |
| 生产工艺: | 喷涂 |
| 组装: | 背管上喷涂 |
| 外形: | 狗骨靶 |
| 类型: | 旋转靶材 |
四、工艺设备
(1) 喷涂设备
靶材喷涂设备包括80KW等离子喷涂设备1套、30KW全自动电弧喷涂设备1台、全自动喷砂机1台、喷砂房抽风吸尘系统1套和喷涂房抽风吸尘系统1套。
(2)制粉设备
制粉设备包括:干燥机1台、高速粉碎机1台、筛分机1台、混粉机1台和磁选机1台。
(3) 非标准机械设备
非标准机械设备包括自动抛光机1台、自动喷砂轨道车1台和自动喷涂轨道车1台。
五、结束语
LOW-E镀膜玻璃的膜系是由多种材料组成,由于篇幅所限,本文仅以其中较为典型的硅铝靶材的制备为例进行了阐述。硅铝靶材的制备采用的是热喷涂的方法,是利用火焰、电弧或等离子射流等某种热源将涂层材料(丝、棒、粉)加热到熔融或半熔融状态,借助焰流或高速气体将其雾化,形成小的熔滴,并加速喷射到衬管或衬板表面,快速冷却凝固成涂层的过程。热喷涂旋转靶材是把涂层材料直接喷涂于衬管上,不需要另外的粘结工序。然而,银(Ag)等一些熔点较高的“软”金属必需分别粘结。其它靶材的制备方法见下表。
表:一些主要靶材及其制备方法
|
|
| Zn/ZnAl/ZnSn(Sb) | Ag | Sn | NiCr/NiV | Ti | SiAl |
| 电弧喷涂 | √ |
|
|
|
| √ | |
| 等离子喷涂 |
|
|
|
|
| √ | |
| 整体式浇铸 |
|
|
| √ |
|
| |
| 直接浇铸 | √ |
| √ |
|
|
| |
| 浇铸+粘结 |
| √ |
|
|
|
| |
| 其它 |
|
|
|
| √ |
| |
© 2017 GuangZhou SANXIN Metal S&T Co., Ltd 粤ICP备09037207号