广州三鑫金属科技有限公司



喷航天发动机零件生产线.等离子设备—---航天动力发动机零件

Professional production line for state-owned enterprises and foreign spraying (export-oriented)
适合国企和外资喷涂专业生产线(出口型)
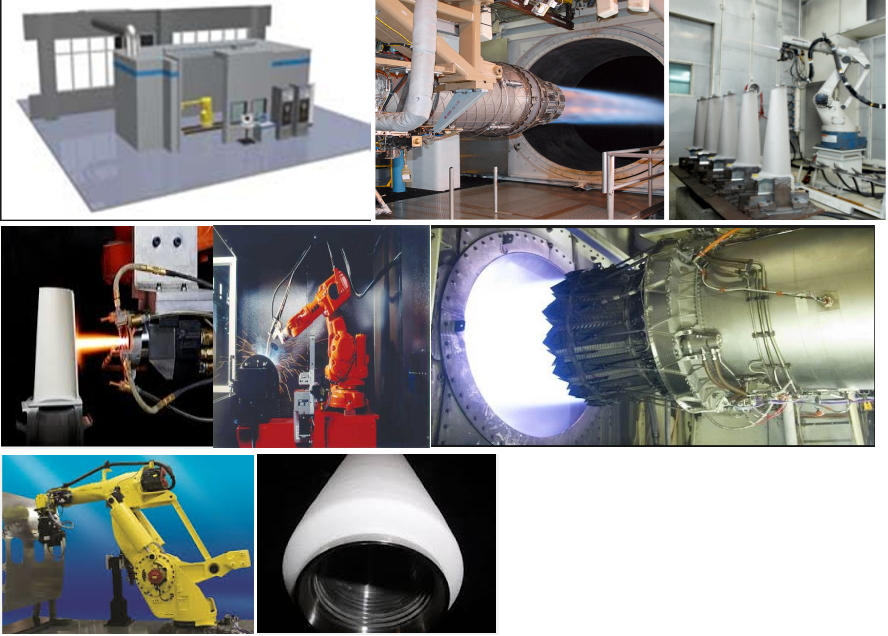
高温可磨耗封严涂层等离子喷涂技术在 高温可磨耗封严涂层作为发动机部件的重要涂层之一,用来调控高压涡轮转子部件与机匣之间的间隙,对保持发动机的效率十分关键。中航工业制造所高能束流加工技术重点实验室研制开发的添加陶瓷减摩自润滑材料及聚苯酯的高温可磨耗封严涂层,涂层摩擦系数低,可磨耗性能优异,同时抗高温氧化性能及燃气冲刷性能优良。高温可磨耗封严涂层厚度一般超过1.5mm,必须采用机器人自动等离子喷涂技术,喷涂参数计算机闭环控制、涂层厚度在线监测,这样有利于涂层组织结构及厚度均匀,稳定涂层冶金质量。
热障涂层等离子喷涂技术
热障涂层广泛用于航空发动机及地面燃气轮机,保护发动机高温部件,如燃烧室、涡轮叶片、火焰喷管等(见图2),可大幅度提高部件寿命、提高发动机效率、降低部件温度或提高燃气温度。
热障涂层的制备方法主要有等离子喷涂法和电子束物理气相沉积法。热冲击寿命和热导率为热障涂层的两个关键技术指标。没有优异的抗热冲击性能,热障涂层就不能在可靠性要求极高的航空发动机上获得成功应用。把涂层寿命做到数千、数万小时是热喷涂涂层成功应用于商用飞机发动机的关键所在。
由于氧化钇稳定氧化锆在1200℃以上工作、在随后的冷却过程中相变,相变过程中材料体积将膨胀约4%,这种体积效应使涂层产生裂纹甚至剥落。国内外学者对两种或两种以上稀土氧化物复合稳定氧化锆的多元体系进行了较多研究,取得了明显进展,美国科学家开发的氧化钆、氧化镱、氧化钇三元稀土复合稳定氧化锆工作温度可达1500℃,并已商品化。
制造所高能束流加工技术重点实验室研制开发的多元稀土氧化物复合稳定氧化锆超高温热障涂层,隔热性能及抗热冲击性能优异,1500℃长期工作、在随后的冷却过程中也没有有害的相变发生,使用温度达到国际先进水平。
热喷涂技术发展趋势热喷涂技术经过100余年的发展,技术日益成熟,用途涉及航空航天、工业燃气轮机、汽车、电力、燃料电池与太阳能、医疗卫生、造纸与印刷等诸多领域。
要实现航空发动机在高推重比和高效能上的重大突破,就必须提高发动机中燃气温度,这必然造成高压涡轮热端部件表面温度的大幅度提高。碳化物、氮化物陶瓷SiC、Si3N4是最有可能取代镍基高温合金作为在更高温度下工作的发动机高温结构材料,制约其应用的重要因素是其在发动机高温燃气环境中的材料组织结构稳定性不足,碳化物、氮化物陶瓷能够和水蒸汽等反应生成挥发性的产物造成陶瓷材料结构及性能严重退化。在陶瓷表面采用气相沉积与等离子喷涂复合技术制备环境障涂层,可以有效阻止高温燃气气氛和陶瓷基体的接触,提高陶瓷基体的结构稳定性。
在某些重要应用领域需要高的涂层结合强度,甚至需要涂层与零件基体间冶金结合。为克服热喷涂涂层界面机械结合的不足,激光等离子复合喷涂技术应运而生(见图3)。激光等离子复合喷涂涂层界面为冶金结合,涂层结构致密均匀,可用于发动机刷式封严跑道的制造。目前要解决的主要问题:一是控制热输入,避免涂层成分过度稀释及材料组分的分解;二是降低应力,避免涂层中出现裂纹。
航空、航天工业中的应用
热喷涂技术在航空、航天工业中应用历史久,范围广,涂层品种多,而且技术含量高。尽管航空、航天中飞机发动机、宇宙火箭等工作条件十分恶劣,对涂层可靠性要求非常苛刻,但当代航空发动机中一半以上的零件都有涂层,主要用耐磨、耐腐蚀、抗氧化、封严。下表给出热喷涂技术在航空航天中的部分应用。
热喷涂航空航天中的应用
领域 零部件 喷涂工艺 涂层材料 涂层用途
火箭技术 火箭头部和喷管 等离子喷涂 A1 2 O 3, ZrO 2 ,W 耐热、抗冲蚀
宇宙飞行器 喷气推进弹体整流罩 宇宙研究装置 超短波天线 等离子喷涂 等离子喷涂 等离子喷涂 ZrO 2, A1 2 O 3 A1 2 O 3, ZrO 2, W金属,氧化物及碳化
物 绝热 防粘连、绝热、热辐射性能 绝热、绝缘
航空 喷气发动机蜗轮及压气机 叶片 燃气蜗轮叶片 燃烧室内衬 起落花流水架轴颈 机翼及机身承力结构 前整流舱 机匣 等离子喷涂 等离子,HVOF 等离子喷涂 等离子喷涂 等离子,HVOF 等离子喷涂 等离子喷涂 等离子喷涂 Co-WC,TiC,Cr 203 Ni-A1,NiCrBSi Ni-A1,A1,A1 2O3 CoCrA1Y,MgO.ZrO 2 硬质碳化物及其合金纤维增强复合材料,聚苯酯、硅铝 镍包石墨、镍包硅藻土 耐冲蚀 耐热 耐热 耐热 耐磨 强度、刚度 滑动、封严 耐磨、润滑可磨、封严
对于发动机的绝热涂层,过去一般采用稳定型的zro 2, 面层材料和CONICRALY高温粘结底层材料,通过等离子喷涂,制备两层或数层阶梯结构涂层。自20世纪80年代末至90年代初,由于新的涂层技术---电子束物理气相沉积技术的开发成功,制备的热障涂层为柱状晶结构,与粘结底层结合牢固,涂层表面光洁,使用寿命高于等离子喷涂层一个数量级。关于热障涂层的粘结底层加陶瓷涂层结构,我国目前主要采用二层涂层结构,并已应用在新型发动机燃烧室,加力燃烧室等热部件上。目前对热障涂层的改进主要从多层或梯度功能涂层的设计,粘结底层的预氧化处理,热障陶瓷面层的渗铝处理,陶瓷面层激光改性处理等方面研究和发展。
发动机封严涂层随着热端高温气流温度的逐级提高,使用温度从300℃到1100℃,目前最高温度可达1350℃。A1Si-聚苯酯,镍-石墨,镍-硅藻土等复合粉末涂层,已获得成功应用。其中,尤以高温封严涂层制备和工作条件最困难。要求其厚度达2-3mm,喷涂时必须严格控制涂层应力的产生。另外,要承受1000-1350℃高温,遭受2-3倍音速的高温气流冲刷,受到超过300m/s线速度叶片尖部刮削而不发生剥落。故涂层必须耐高温、抗氧化、耐热震、结合强度高,化学惰性,而且质软,多孔(孔隙率达25%-30%)。
航空发动机某些零部件的磨损总是也是十发严重的,在服役期间,有的发动机低压转子转速5000r/min;并在极高负载和各种频率的振动下工作,从而产生各种机理的磨损,这些磨损仅靠改变基体材料是达不到要求的。据英国RR公司统计,1976年前发动机零部件60%因磨损而报废,采用耐磨涂层后报废率降到30%,目前采用爆炸喷涂和HVOF喷涂涂层已有50多种在航空产品零件上获得应用,如高低压压气机叶片、蜗轮叶片、轮毂封严槽、齿轮轴、火焰筒外壁、衬套、副翼滑轨、制动装置等。目前国内开发的某新机种上,规定采用十几种热喷涂层(主要是耐磨涂层)数百个零件,其中四种最关键的耐磨涂层必要采用结合强度好、涂层致密度高的爆炸喷涂和HVOF喷涂工艺制备。下表为爆炸喷涂在国内航空方面的应用。
爆炸喷涂在国内航空方面的应用
零件名称 涂层种类 应用特性效果
发动机蜗轮轴 NiCrBSi-Ni-A1 磨损报废,重新使用
蜗轮叶片叶冠 X-40 磨损超差,重新使用
发动机燃油导管 NiCrSi 耐磨、延长使用寿命
压气机叶片阻尼台 Co-WC 耐微振磨损
三叉戟发电机轴 Co-WC 耐磨一年以上
三叉戟襟翼滑轨 Ni 3 A1-WC 磨损、喷涂后使用
三叉戟前轮轴、套筒 Co-WC 磨损、喷涂后使用
>> 上一个: 医学界植入人体关节专业喷涂羟基磷灰石
>> 下一个: 电厂锅炉防磨抗蚀在线喷涂
© 2017 广州三鑫金属科技有限公司 粤ICP备09037207号