广州三鑫金属科技有限公司



冷喷方案
冷喷涂技术(CS:Cold Spray),又称为气体动力喷涂技术,是指当具有一定塑性的高速固态粒子与基体碰撞后,经过强烈的塑性变形而发 生沉积形成涂层的方法。通常条件下,一般的概念是当固态粒子碰撞到某种基体后将产生固态粒子对基体的冲蚀作用。
通俗来讲,冷喷涂技术不同于传统热喷涂(超速火焰喷涂,等离子喷涂,爆炸喷涂等传统热喷涂),它不需要将喷涂的金属粒子融化,冷喷涂采用压缩空气加速金属粒子到零界速度,经喷嘴喷出,金属粒子直击到基体表面后发生物理形变。金属粒子撞扁在基体表面并牢固附着,整个过程金属粒子没有被融化,喷涂基体表面产生的温度不会超过150℃(加拿大材料科学院NRC技术不超过200℃)。冷喷涂原理如下图所示。
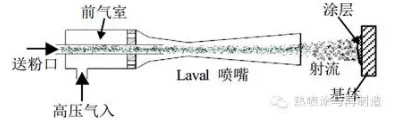
冷喷涂过程中,高速粒子撞击基体后,是形成涂层还是对基体产生喷丸或冲蚀作用,或是对基体产生穿孔效应,取决于粒子撞击基体前的速度。对于一种材料存在着一临界速度Vc,当粒子速度大于Vc时,粒子碰撞后将沉积于基体表面,而当粒子速度小于Vc时,将发生冲蚀现象(基体表面损坏,金属粒子掉落)。Vc因粉末种类而异,一般约500~700m/s,具体见表1。因此,为了增加气流的速度,从而提高粒子的速度,冷喷涂技术还可以将加速气体预热后送入喷枪,通常预热温度小于 600 ℃;同时为了获得高的粒子速度与沉积效率,要求粉末粒子粒度及其分布范围要小,一般为1~50um。
不同金属粒子的临界速度(m/s)
| 材料 | 铜 | 镍 | 铁 | 铝 |
| 临界速度 | 560~580 | 620~640 | 620~640 | 680~700 |
冷喷涂技术根据压缩空气的压力不同,分为高压冷喷涂和低压冷喷涂,其中高压冷喷涂使用的压缩空气为15个大气压(psi)以上,低压冷喷涂使用的压缩空气为10个大气压(psi)以下。对比传统热喷涂技术,高压以及低压冷喷涂的技术有以下共同优势:
①可以用于喷涂多类别的、具有一定塑性的材料,获得导电、导热、防腐、耐磨等涂层等,比如纯金属锌、铝、铜、铁、镍、钛等,不锈钢、青铜等合金,也可以制备NICR基高温合金等。
②冷喷涂粒子低温而高速,可以避免粒子在加速与加热过程发生的物理化学反应,适用于对温度敏感(纳米、非晶等)、对氧化敏感(Cu、Ti 等)和对相变敏感(金属陶瓷)材料的涂层制备。
③对基体的热影响小。被喷涂基体的表面瞬间温度不超过150度,体感温度为70度(具体温度与喷涂粒子的速度、喷枪移动的速度有关),可以避免基体热变形、材料组织发生破坏。
④可以在任何金属、玻璃、陶瓷和岩石表面喷涂。
⑤喷涂致密性好,涂层厚度大,可以达到10mm以上。由于高速粒子经过剧烈塑性变形实现沉积,涂层组织致密,并在涂层将产生较大的压应力,可以制备厚涂层。
⑥金属粒子可以回收。由于没有经历明显的热过程,基本不发生组织结构的变化,未沉积的粒子,可以回收利用。
在航空航天领域该技术也得到广泛的应用,利用冷喷涂技术来制备航空航天器发动机特殊保护涂层,制备航空航天武器的特殊功能涂层,通过喷涂成形可以直接制造复杂结构及形状的航空航天部件。
对于其它应用,冷喷涂仅是唯一的可行性解决方案,特别是在非传统中的应用越来越多。在环境以及健康和安全法规越来越严格时,人们对冷喷涂的兴趣已经以一种潜在的更绿色的替代方案在增长。
随着技术的进步,预计冷喷涂应用将继续扩展到更多的非传统应用中,例如光电、风能、医疗和建筑领域。在光电应用中,冷喷涂可以用于复杂的传导型太阳能电池制造。风能发电可以利用冷喷涂加强高级聚合物矩阵合成物制造的元件的表面性能。在医疗领域,冷喷涂已经可以将一种有名的生物相容材料羟磷灰石 (HAP) 有效地喷涂到大量的基板上,但同时不会影响HAP的完整性。建筑师可以利用冷喷涂在任何金属或陶瓷基板上创造无限美观的金属图案。
纳米技术和智能结构。一些非传统应用包括使用高级材料,例如纳米结构和无定形材料。在纳米结构材料中,其微粒尺寸极小,具有极端断裂韧度的同时可以维持材料高强度等机械优势。纳米结晶对于工艺温度极其敏感,可以有效使用冷喷涂,不会影响有益的微结构。
由于沉积温度低,冷喷涂可以在表面嵌入微传感器及其功能涂层,以形成智能结构。这些结构可以提供与材料性能或环境条件相关的实时信息。许多新兴企业正聚焦于为桥梁、电网、风力涡轮机、飞机、汽车、轮船、管道和施工设备提供感应、数据库管理和预分析解决方案。冷喷涂的未来有赖于将高级材料沉积到各种基板的同时将热量损失和成本将至最低。这是定义这种技术的未来方向和机遇的基石。
冷喷涂技术的应用研究在国外已经取得了很大的进展,我国冷喷涂技术研究还处在初级起步阶段。由于冷喷涂过程中粒子温度较低,粉末不易发生氧化相变现象,形成涂层的组织结构与喷涂前粉末相比基本上无变化,因此冷喷涂中可使用各种粉末,如纯金属粉末、合金粉末、复合涂层,可以产生不同性能的涂层。目前可以沉积的金属有Al、Zn、Cu、Ti、Ag等,高熔点金属Mo、Ta等,合金有NiCr、MCrAlY等,复合涂层有Zn-Al、Al-Al2O3等。冷喷涂技术避免了高温对基体和涂层的不利影响,使该技术已经广泛应用于各个领域。冷喷涂技术的设计与研究正向工业化应用的方向转化,利用冷喷涂技术可制备保护性涂层(耐腐蚀涂层、耐高温涂层、耐磨涂层等)。董彩常等采用冷喷涂工艺在Q235钢基体上制备铝涂层,形成的铝涂层表面非常致密,孔隙率较低,交流阻抗谱和动电位极化曲线分析表明,铝涂层的腐蚀产物较致密的积聚在涂层表面,阻碍了腐蚀介质的扩散,对降低涂层的腐蚀速度发挥很有效的作用;中性盐雾试验表明,冷喷涂涂层的腐蚀速度能够快速降低,可为钢基体提供有效的阴极保护。赵恵等用冷喷涂的方法在镁合金AK63上沉积锌铝合金AZ20涂层,研究结果表明,涂层与基体之间结合较致密,涂层硬度是基体的3倍,冷喷涂后的镁合金具有比基体更好的耐磨性,
盐雾试验结果表明,AZ20冷喷涂涂层具有比镁合金基体更好的耐蚀性,对基体能够进行有效地保护。制备功能性涂层(非晶涂层、复合材料涂层等)。李海祥等在碳钢基体上用冷喷涂的方法制备Zn-50Al复合涂层,涂层的孔隙率较低,约为1.7%,电化学试验表明,Zn-50Al涂层的自腐蚀速率较低,腐蚀电位较为稳定,100 h后稳定在-0.990 V左右,涂层具有较好的耐蚀性,能够有效地保护钢基体,提高其使用寿命。
制备纳米涂层。冷喷涂技术温度低的特点决定了其适合于制备纳米结构涂层。李长久等采用纳米结构WC-12Co通过冷喷涂方法成功制备了纳米结构WC-Co涂层,涂层组织致密,热喷涂粉末中的纳米结构在冷喷涂过程中完全移植到了涂层。涂层的平均维氏硬度为1 869 HV0.3,显著高于热喷涂纳米结构WC-Co涂层的硬度。研究还表明,疏松多孔的粉末适合于冷喷涂制备WC-Co涂层,因为疏松多孔的结构促进了粉末拟变形的发生。观察热处理后的WC-Co涂层断面形貌,压痕周围未出现塌陷现象,也未出现裂纹,说明热处理过程可以显著改善涂层粒子间的结合和涂层韧性。
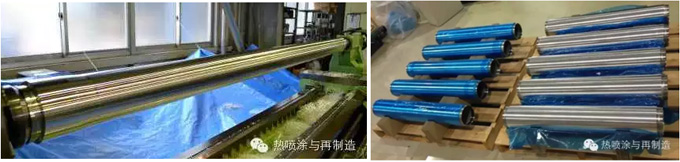
冷喷涂在溅射靶材制造方向优势显著。冷喷涂靶材致密,几乎没有气孔,溅射过程中不会有异常放电。靶材均质稳定,含氧量低,可大大地提升了靶材寿命。几何形状自由,可以是直筒状,也可以是复杂形状。可以修复使用过溅射靶材,下图为由黄仁忠博士主持研制的冷喷涂设备制造的旋转靶材。

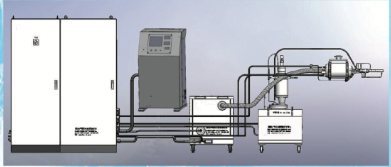
三鑫公司生产的冷喷涂设备
© 2017 广州三鑫金属科技有限公司 粤ICP备09037207号