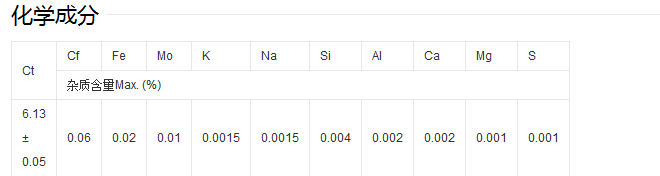
广州三鑫金属科技有限公司



超音速火焰喷涂金属陶瓷粉系列
超音速HVOF 设备喷涂 碳化物粉末 系列表
| 序号 | 粉末 内容 | 英文 | 这类涂层主要 适用范围 | 喷涂设备 | 应用项目: |
| 1 | +碳化钨WC | Tungsten carbide | 耐微振磨损、耐冲蚀磨损、热障涂层 | HVOF 超音速 |
|
| 2 | +镍铬碳化铬Cr3C2-NiCr | nickel-chromium alloy | 耐磨损、耐冲蚀磨损、耐高温和氧化、间隙控制涂层 | HVOF 超音速 | 1.连铸模,导辊,风机,炉底辊,轧辊,浸没辊,溜槽。 3.航空、发电及汽车制造是三大重要板块 |
| 3 | +镍铬合金 | nicochrome | 耐磨损、耐冲蚀磨损、耐高温和氧化、间隙控制涂层 | HVOF 超音速 |
|
| 4 | +碳化钛TiC .粉末名称:碳化钛TiC (碳化钛硬质合金) 2.英文名: | titanium carbide TiC | 用作金属陶瓷,具有高硬度、耐腐蚀、热稳定性好的特点。还可用来制造切削工具。在炼钢工业中用作脱氧剂。 | HVOF 超音速 |
|
| 5 | +碳化钨-钴 (硬质合金) | WC88-CO12(粉末化学成份:88%(WC)+12%(Co)喷焊层硬度:Hv>1200) | 耐磨损、耐冲蚀磨损、耐高温和氧化、耐疲劳性、间隙控制涂层 | HVOF 超音速 |
|
+碳化钨WC
1.粉末名称 :碳化钨
2.英文名:Tungsten carbide

碳化钨是一种由钨和碳组成的化合物。为黑色六方晶体,有金属光泽,硬度与金刚石相近,为电、热的良好导体。碳化钨不溶于水、盐酸和硫酸,易溶于硝酸-氢氟酸的混合酸中。纯的碳化钨易碎,若掺入少量钛、钴等金属,就能减少脆性。用作钢材切割工具的碳化钨,常加入碳化钛、碳化钽或它们的混合物,以提高抗爆能力。碳化钨的化学性质稳定。碳化钨粉应用于硬质合金生产材料。
碳化钨粉(WC)是生产硬质合金的主要原料,化学式WC。全称为 ,碳化钨粉为黑色六方晶体,有金属光泽,硬度与金刚石相近,为电、热的良好导体。熔点2870℃,沸点6000℃,相对密度15.63(18℃)。碳化钨不溶于水、盐酸和硫酸,易溶于硝酸-氢氟酸的混合酸中。纯的碳化钨易碎,若掺入少量钛、钴等金属,就能减少脆性。用作钢材切割工具的碳化钨,常加入碳化钛、碳化钽或它们的混合物,以提高抗爆能力。碳化钨的化学性质稳定。
性质
碳化钨粉呈深灰色粉末,能溶于多种碳化物中,尤其是在碳化钛中的溶解度很大,形成TiC-WC固熔体。钨与碳的另一个化合物为碳化二钨,化学式为W2C,熔点为2860℃,沸点6000℃,相对密度17.15。其性质、制法、用途同碳化钨粉。
发展简史
从1893年以来,德国科学家就利用三氧化钨和糖在电炉中一起加热到高温的方法制取出碳化钨,并试图利用其高熔点、高硬度等特性来制取拉丝模等,以便取代金刚石材料。但由于碳化钨脆性大,易开裂和韧性低等原因,一直未能得到工业应用。进入二十世纪二十年代,德国科学家Karl Schroter研究发现纯碳化钨不能适应拉拔过程中所形成的激烈的应力变化,只有把低熔点金属加入WC中才能在不降低硬度的条件下,使毛坯具有一定的韧性。Schroter于1923年首先提出了用粉末冶金的方法,即将碳化钨与少量的铁族金属(铁、镍、钴)混合,然后压制成型并在高于1300℃温度下于氢气中烧结来生产硬度合金的专利。
用途
碳化钨粉
碳化钨粉主要用于生产硬质合金。在碳化钨粉中,碳原子嵌入钨金属晶格的间隙,并不破坏原有金属的晶格,形成间隙固溶体,因此也称填隙(或插入)化合物
每年生产的碳化钨粉主要供国内使用,部分出口到日本、美国、德国、意大利、法国、瑞典等国家。
3.粉样品:

4.涂层功能效果:

5.适应范围: 、碳化钨应用与用途
1.大量用作高速切削车刀、窑炉结构材料、喷气发动机部件、金属陶瓷材料、电阻发热元件等制得。
2.用于制造切削工具、耐磨部件,铜、钴、铋等金属的熔炼坩埚,耐磨半导体薄膜。
3.用作超硬刀具材料、耐磨材料。它能与许多碳化物形成固溶体。碳化钨-TiC-Co硬质合金刀具已获得广泛应用。
4.作为NbC-C及TaC-C三元体系碳化物的改性添加物,既可降低烧结温度,又能保持优良性能,可用作宇航材料。
5.广泛应用在地矿工具、冲压模具、石油钻采、硬面材料等领域
这类涂层主要为:耐微振磨损、耐冲蚀磨损、热障涂层
加工涂层类型:
A、 耐磨损一热喷涂技术应用最大的领域, 这类涂层主要为:
(1)耐粘着磨损或划伤一一专用典型涂层为钴基碳化钨、碳化铬/镍铬涂层。
(2)耐磨粒磨损一专用典型涂层为钴基镍铬合金、 自熔合金混合钼、氧化铬涂层。
B、 耐高温和氧化一这类涂层抗化学或物理分解, 改善零件的高温性能, 这类涂层主要为:
(1)抗高温氧化涂层一典型涂层为镍/铬涂层。
(2)耐热腐蚀涂层一典型涂层为镍/铬涂层。
6.推荐设备配套适应范围:SX-500型超音速火焰喷涂设备(燃气):


SX-8000型超音速火焰喷涂设备(燃油)



+镍铬碳化铬Cr3C2-NiCr
1.粉末名称:镍铬碳化铬Cr3C2-NiCr
2.英文名:nickel-chromium alloy
镍铬碳化铬(NiCr-Cr3C2)复合粉及其在冶金工业中的应用
在众多的碳化物中。只有碳化钨(WC)和碳化铬(Cr3C2)作为热喷涂材料在工业上得到实际应用。前者通常用于工作温度低于500度的耐磨涂层,而Cr3C2则用于高温(直至900度)工作状态。在热喷涂技术的应用领域中,航空、发电及汽车制造是三大重要板块,而Cr3C2涂层在发电、冶金和航空等系统得到广泛应用。NiCr-Cr3C2热喷涂材料的研制开发,正是基于我国这些相关行业的急迫需要而实施的。
性质
NiCr-Cr3C2粉由两种不同性能的组份构成。其中NiCr合金具有良好的耐热耐蚀性,常用的成份是80%Ni-20%Cr。Cr-C系有Cr3C2,Cr7C3和Cr23C6三种化合物,熔化温度分别为1810°C,1726°C和1575°C。其中Cr3C2是最常见与最重要的一种。这些碳化铬所具有的特点是,在金属碳化物中抗氧化能力最强,在空气中只有在1100-1400度才开始显著氧化。在高温条件下依然保持相当高的硬度。Cr3C2还具有很强的耐蚀性和耐磨性,在稀硫酸溶液中是1Crl8Ni9Ti不锈钢耐蚀性的30倍,而在蒸汽中则是Co-WC合金的50倍。用NiCr-Cr3C2喷涂电厂锅炉炉管,管壁磨损量由1.5-2.0mm/年减少到0.03mm/年,使其工作寿命延长至七年以上。通常用Ni Cr作为耐热合金粘结相与Cr3C2硬质相近热喷涂形成涂层,就构成了优良的抗高温耐磨材料。采用HVOF或等离子喷涂工艺,使Ni Cr合金与Cr3C2陶瓷能有充分的条件形成均质的金属陶瓷涂层,这种涂层在高温条件下具有耐磨损、耐冲蚀、气蚀和微振等功能,同时也抗高温气体(即使是含S气体)腐蚀及高温氧化等特性。典型的应用是:燃煤锅炉炉管(电厂、造纸厂)、冶金退火炉辊、热成型模、液压机阀门、燃杆芯轴,透平机气封环、风档、内喷咀支撑,泵套、 热碎辊、活塞导轨、拨叉、压气机气密封、伸缩接头、水轮机喷咀、假造工具、透平排气支撑等。
结构与组成
作为热喷涂材料,NiCr-Cr3C2有不同的结构与组成。在结构上,分为混合型及包覆型,前者是NiCr与Cr3C2各作为一个组份按一定粒度及重量的要求混合而成。这种型式的NiCr-Cr3C2粉已应用多年,至今仍占据重要地位。包覆粉出现于八十年代初,它是利用化学及冶金方法将NiCr和Cr3C2两种组份包覆在一起,成为一种复合粉。这种粉末在喷涂时减少了失C的可能性,并使涂层均质化程度高,质地均匀。NiCr-Cr3C2粉的组成,主要是指两组份之间的比例。NiCr合金本身,通常选用80Ni%20%Cr,而NiCr合金的含量,可由0增至50%,随着NiCr的增高,涂层的韧性加大,但硬度降低,耐磨性交差,只有二者比例恰到好处,涂层的抗高温性、耐磨性和耐蚀性才达到综合最佳值,一般以NiCr占20-25%为宜。
发展简史
国外发展状况
早在六十年代末,美国METCO公司就开发了NiCr-Cr3C2粉。这种粉末为混合型,NiCr含量有7%,15%,20%和25%等几个级别,粒度范围从140目到5μm,中间设立几个区间。用等离子喷枪喷涂.主要用于航空发动机另件的强化。这种状况一直保持到七十年代末。至八十年代初,国外开始研制包覆粉,主要采用高压氢还原、热扩散、等离子雾化、团聚和烧结破碎等方法。但直到九十年代初才有这种产品推向市场。在这些产品中,等离子喷涂仍以混合型粉为主,只有用超音速火焰喷涂,即粒度在-300目的粉末才采用包覆型粉。表1列出了世界著明的SULZER METCO公司生产的NiCr-Cr3C2粉系列.
表1 SULZER METCO的NiCr-Cr3C2粉系列
| 产品名称 | 结构型式 | 组成% | 名义粒度 | 典型性质及应用 | |
| NiCr | Cr3C2 |
| |||
| METCO80 | 混合 | 15 | 85 | -140目+11μm | 在815℃的高温中耐磨抗氧化 |
| METCO81NS(AMDRY307) | 混合 | 25 | 75 | -140目+11μm | ·在815℃的高温中抗冲蚀、气蚀、微振和磨粒磨损·良好的耐腐蚀性 |
| METCO81VF-NS(AMDRY305) | 混合 | 25 | 75 | -45μm+<5μm (-325目+5μm) | ·抗燃气腐蚀,尤其在含硫气氛中<·良好的润滑性 |
| AMDRY5260 | 团聚球比并致密化 | 25 | 75 | -45+11flm(-325目+11μm) | ·抗氧化温度可高达900OC·典型应用:燃杆芯 |
| Diamallov3003 | 烧结 | 25 | 75 | -45+μm(-325目+11μm) | 轴、热成型模、液压机阀、工具、机件、泵套、铝件保护 |
| Diamatllov3004 | 混合 | 25 | 75 |
|
|
| METCO82VF-NS | 混合 | 7 | 93 | -45μm+15μm | 这种组成的NiCr-Cr3C2粉与其它比 较,在高温条件下具有最好的抗热侵蚀性和耐磨性 |
| Diamalloy3005 | 混合 | 7 | 93 | -45μm+15μ>m(-325目+l 5m) |
|
| METCO70C-NS< | 熔炼 | 0 | 100 | -106μm+30m(-140目+30μm) | 粗晶粒碳化铬粉,涂层多孔粒子间结合力很差 |
| Diamallov3006 | 包覆 | 50 | 50 | -45μm+11μm (325目+μm) | NiCr含量高,涂层坚韧,在540-815°C由硬表面引起的磨损或磨粒磨损时, 推荐采用 |
| 包覆 | 20 | 80 | -45μm+11μm (325目+11μm) | ·所有HVOF喷油的NiCr-Cr3C2涂层中,这种涂层具有最高的微观和宏观硬度,且表面最光洁。在540-815°C磨损及侵蚀条件下 推荐采用 ·良好的抗冲蚀性能力 |
|
从表中可看到以下几点:
1.NiCr与Cr3C2两组粉的结合,通常是混合型或包覆型,但AMDRY5260较为特殊,它是另一种类型的包覆粉,即由团聚法包覆后再烧结(或热喷)致密化而成。
2.NiCr粉的成份为80%Ni20%Cr。
3.NiCr的含量由7%至50%。
4.粒度组成偏细,多数处于45μm以下。
六、与国外同类产品的比较
三鑫公司与北京材料研究有限责任公司合作的优级产品LF3007NiCr-Cr3C2复合粉,在制粉方法及粉末与涂层性能上,与国外SULZER METCO最新产品(九十年代中期推向市场)贝AMAL-LOY3007NiCr-Cr3C2复合粉属同类,二者主要项目的比较列入表2。
表2 LF3007与DIAMALLOY3007产品的比较
| 产品 项目 | LF3007 | DIAMELLOY3007 | |
| 粉 末 | 结构 | 复合型 | 复合型 |
| 名义化学成份% | Nil6; Cr4; Cr3C2 80 | Nil6,Cr4,Cr3C280 | |
| 粒度范围(名义) | -300目+11μm | -325目+5.5μm | |
| 松装比重g/cm3 | 2.35 | 2.42 | |
| 流速 | (不自流,无法测定) | (不自流,无法测定) | |
| 外观 | 深灰色,较均匀、致密 | 浅灰色,较均匀,致密 | |
| 涂 层 | 金相 | 纹状结构 | 纹状结构 |
| 微观硬度 | HV797 | DPH 300,800-950 | |
| 孔隙率% | <0.38 | 未测(有关报导<0.5%) | |
| 结合强度MP | >52(因胶力不足,最高只能测得此值) | 90 | |
典型应用
在冶金工业中的应用
近年来,热喷油技术在冶金工业领域获得较大发展,尤其日本和德国这些国家,历来重视在汽车、冶金和能源等民用支柱产业中开发与应用这一技术。表3列入了日本钢铁公司名古屋工厂热喷油的应用状况。
表3 日铁名古屋工厂热喷油应用状况
| 年份/项目 | 1988 | 1989 | 1990 | 1991 | 1992 | 1993 | 1994 | 1995 |
| 炉辊 | 277 | 286 | 433 | 459 | 472 | 472 | 518 | 784 |
| 轧辊 | 70 | 79 | 90 | 167 | 326 | 363 | 409 | 456 |
| 支撑辊及浸没辊 | 18 | 18 | 27 | 27 | 27 | 27 | 27 | 35 |
| 其它(槽、风机、炉管) | 94 | 94 | 94 | 94 | 94 | 147 | 157 | 193 |
| 喷油总面积m2 | 459 | 477 | 644 | 747 | 919 | 1009 | 1111 | 1468 |
喷涂方法:火焰喷涂,等离子喷涂,爆炸喷涂,高速氧一燃焰喷涂。
喷涂材料:新型陶瓷材料(ZrB2、CrB2、SiAlON),特种复合料,金属陶瓷材料,碳化物超合金。
应用项目:连铸模,导辊,风机,炉底辊,轧辊,浸没辊,溜槽。
在热喷涂技术的应用领域中,航空、发电及汽车制造是三大重要板块
效益:降低生产成本、提高产品质量、提高产量、减少维修、延长工作寿命。喷油后的拉紧辊,自1989年起再没修过,而原先只有2.5个月。喷涂后的炉底辊,有缺陷的钢带已被消除,停机时间由原先30分/月降低到0。在上述应用中,NiCr-Cr3C2粉占有重要地位。在连续退火炉炉辊的强化保护、燃煤锅炉炉管、制造工具等方面收到显著效果。
针对这些要求,自七十年代末开始,国外研究人员和生产厂家做了大量工作,并取得一系列成果。大体上说,喷涂工艺由等离子喷涂进展到HVOF,而喷涂材料则经历了一系列的演进,以适应不同的温度与气氛。
电厂锅炉管的保护涂层
在火电厂(它通常是大钢厂的分厂或协作厂)的锅炉内设有水冷壁管、过热器管、再热器管和省煤气管(简称“四管”),通过燃煤将热量传送给水变成过热蒸气发电。燃煤过程伴随有硫化物等有害成份,对锅炉管在高温下造成严重腐蚀,加之煤灰的冲刷,使炉管管壁每年以1-1.5mm的速度耗损,并因此给电厂正常运行带来严重危害。国外自八十年代就采用热喷油技术对锅炉管进行强化保护。至今,大体经历了以下几个阶段:
第一阶段 第二阶段 第三阶段
火焰喷涂Ni基合金粉 电弧喷涂NiCr/Cr3C2线吗,电弧喷涂Ni Cr、Fe Cr线 ,等离子喷涂NiCr-Cr3C2粉 HVOF喷NiCr-Cr3C2粉及特种粉尽管HVOF喷涂N5Cr-Cr3C2粉对保护锅炉管非常有效(能使炉管年耗损量由1.5mm降到0.03mm),但一般条件下难以实施。原因有2种,一是喷涂速率太低(约5公斤/时),二是HVOF在现场施工有不少困难。目前在日本、韩国等国较为普遍采用此法,而我国则偏重于电弧喷涂Fe Cr Al、NiCrFeAlMo-Cr3C2等线材。
用途
典型的应用是:燃煤锅炉炉管(电厂、造纸厂)、冶金退火炉辊、热成型模、液压机阀门、燃杆芯轴,透平机气封环、风档、内喷咀支撑,泵套、 热碎辊、活塞导轨、拨叉、压气机气密封、伸缩接头、水轮机喷咀、假造工具、透平排气支撑等。
应用项目:连铸模,导辊,风机,炉底辊,轧辊,浸没辊,溜槽。
3.粉样品:

4.涂层功能效果:

这类涂层主要为:耐磨损、耐冲蚀磨损、耐高温和氧化、间隙控制涂层
加工涂层类型:
A、 耐磨损一热喷涂技术应用最大的领域, 这类涂层主要为:
(1)耐粘着磨损或划伤一一专用典型涂层为钴基碳化钨、碳化铬/镍铬涂层。
(2)耐磨粒磨损一专用典型涂层为钴基镍铬合金、 自熔合金混合钼、氧化铬涂层。
B、 耐高温和氧化一这类涂层抗化学或物理分解, 改善零件的高温性能, 这类涂层主要为:
(1)抗高温氧化涂层一典型涂层为镍/铬涂层。
(2)耐热腐蚀涂层一典型涂层为镍/铬涂层。
C、 间隙控制涂层一这类涂层提供紧密的封严间隙,显著提高设备性能和运转效率,与配合零件接触时,
涂层优先受控磨损,典型涂层为镍/石墨、聚酯铝混合物、铝/石墨涂层。
5.推荐设备配套适应范围:SX-500型超音速火焰喷涂设备(燃气):
SX-8000型超音速火焰喷涂设备(燃油)
+镍铬合金
1.粉末名称 :镍铬合金
2.英文名:nicochrome
3.粉样品:

镍基合金粉末简介
Ni60是高硬度的镍铬硼硅合金粉末。自熔性、润湿性和喷焊性优良,而且熔点比较低,喷焊层具有硬度高、耐蚀、耐磨、耐热特点,难以切削,以湿式磨削为宜。
分类:
(1)镍-铬系合金热喷涂粉末:该种热喷涂粉末的种类较多,例如镍-铬耐热合金,它是在镍中加入20%的铬制成的。镍-铬耐热合金在高温下几乎不氧化,是典型的耐热、耐蚀和耐高温氧化的涂层材料。涂层致密,与基体金属的粘结性能良好,是陶瓷、软金属等材料的涂层与基体的极好的过渡层材料,既能增加基体防高温气体侵蚀的能力,又能改善涂层与基体材料的粘结强度。
(2)镍-铬-铁系合金热喷涂粉末:此类热喷涂粉末是在镍-铬中加入适当的铁,其耐高温氧化性能比镍-铬系合金稍差一些,其他性能基本上与镍-铬系合金接近,突出的有点是价格比较便宜,因此可用作耐蚀工件的修补,也可做过渡层热喷涂粉末用。
(3)镍-铬-硼系合金热喷涂粉末:此系合金由于含有硼、铬和碳等元素,硬度比较高,韧性也适中,用喷涂后,其涂层耐磨、耐蚀、耐热性较好,可用于轴类、活塞等的防腐修复。
(4)镍-铝合金热喷涂粉末:镍-铝合金热喷涂粉末常用来打底层,它的每个微粒都是由微细的镍粉和铝粉组成。当喷涂时,热喷涂粉末通过火焰被加热到600摄氏度以上,镍和铝之间产生强烈的化学反应,生成金属间化合物,并放出大量的热,同时,部分铝还会氧化,产生更多的热量。在此高温下,镍可扩散到基材金属中去,可以使涂层的结合强度显著提高。镍-铝复合热喷涂粉末的另一显著特点是喷涂之后形成的涂层表面粗糙,因此提供了一个连接其他喷涂材料的理想表面。镍-铝复合热喷涂粉末的膨胀系数与大多数钢材的膨胀系数接近,因此也是一种理想的中间涂层材料。[1]
4.涂层功能效果:


4.适应范围:
适用于氧-乙炔火焰或等离子喷焊工艺,常用于耐蚀、耐磨、特别是耐滑动磨损零件的预防性保护和修复,如拉丝滚筒、凸轮、柱塞、轧钢机的输送辊等。
注意事项:
1、请严格按氧-乙炔火焰或等离子喷焊工艺的要求施焊。
2、采用中小型喷焊枪时,宜选用-150目的的粉末,采用大型喷焊枪时宜选用-150/+320目的的粉末。
3、合金粉如有吸潮现象,或存放期超过3个月,使用前应进行干燥处(120℃,保温2小时)。
这类涂层主要为:耐磨损、耐冲蚀磨损、耐高温和氧化、间隙控制涂层
加工涂层类型:
A、 耐磨损一热喷涂技术应用最大的领域, 这类涂层主要为:
(1)耐粘着磨损或划伤一一专用典型涂层为钴基碳化钨、碳化铬/镍铬涂层。
(2)耐磨粒磨损一专用典型涂层为钴基镍铬合金、 自熔合金混合钼、氧化铬涂层。
B、 耐高温和氧化一这类涂层抗化学或物理分解, 改善零件的高温性能, 这类涂层主要为:
(1)抗高温氧化涂层一典型涂层为镍/铬涂层。
(2)耐热腐蚀涂层一典型涂层为镍/铬涂层。
C、 间隙控制涂层一这类涂层提供紧密的封严间隙,显著提高设备性能和运转效率,与配合零件接触时,
涂层优先受控磨损,典型涂层为镍/石墨、聚酯铝混合物、铝/石墨涂层。
5.推荐设备配套适应范围:SX-500型超音速火焰喷涂设备(燃气):
SX-8000型超音速火焰喷涂设备(燃油)
+碳化钛TiC
1.粉末名称 :碳化钛TiC (碳化钛硬质合金)
2.英文名: titanium carbide TiC
-----------------------------------
titanium carbide TiC
相对分子质量:59.91
密度4.93g/cm3
熔点3067℃,沸点4820℃
颜色:灰色
洛氏硬度:93
--- ----------------------------
可由骨炭与二氧化钛在电炉中加热制得。是硬质合金的重要成分。用作金属陶瓷,具有高硬度、耐腐蚀、热稳定性好的特点。还可用来制造切削工具。在炼钢工业中用作脱氧剂。
碳化钛是典型的过渡金属碳化物。它的键型是由离子键、共价键和金属键混合在同一晶体结构中,因此碳化钛具有许多独特的性能。晶体的结构决定了碳化钛具有高硬度、高熔点、耐磨损以及导电性等基本特征。碳化钛陶瓷是钛、锆、铬过渡金属碳化物中发展最广的材料。
碳化钛是典型的过渡金属碳化物。它的键型是由离子键、共价键和金属键混合在同一晶体结构中,因此碳化钛具有许多独特的性能。晶体的结构决定了碳化钛具有高硬度、高熔点、耐磨损以及导电性等基本特征。碳化钛陶瓷是钛、锆、铬过渡金属碳化物中发展最广的材料。在氧化铝硬质分散相组成的复相材料中,以氧化铝—碳化钛复相陶瓷的效果为好,碳化钛可以抑制烧结时氧化铝晶粒的长大,阻碍裂纹扩展;碳化钛与某些金属具有良好的润湿性,它的产品在机械、电子、化工、环境保护、聚变反应堆、国防工业等许多领域得到广泛的应用。
3.粉样品:


3.涂层功能效果:

这类涂层主要为:
用作金属陶瓷,具有高硬度、耐腐蚀、热稳定性好的特点。还可用来制造切削工具。在炼钢工业中用作脱氧剂。
5.推荐设备配套适应范围:SX-500型超音速火焰喷涂设备(燃气):
SX-8000型超音速火焰喷涂设备(燃油)
+碳化钨-钴 WC88-CO12
1.粉末名称 :碳化钨-钴 WC88-CO12 (硬质合金)
(粉末化学成份:88%(WC)+12%(Co)喷焊层硬度:Hv>1200)
WC-Co是高硬度的钴基包覆粉,采用团聚烧结工艺.它是铸造碳化钨表面包覆一层作为保护和粘结用的金属钴层,具有极好的抗磨粒磨损和抗高温氧化的能力。适用于等离子喷涂或超音速喷涂工艺。常用于有强烈磨损的场合,例如导板、轴类、连退炉外工艺辊、硬密封面等。
2.英文名:WC88-CO12
3.粉样品:



简介
WC-Co类涂层具有较高致密性,良好的耐冲蚀性以及与基体结合强度高。该涂层广泛用于航空航天、冶金、机械等领域[1-2],以增强基体金属的耐磨性能及磨损部件的修复。在WC-Co类涂层中引入一定量的Cr,不仅能改善涂层的抗腐蚀能力,还能提高涂层的耐冲蚀性能。
其组成为WC10Co4Cr,是继WC12Co之后出现的另一种重要耐磨喷涂材料,与WC12Co粉比较,WC10Co4Cr涂 层不仅耐磨损,还具备一定的耐腐蚀性,当工况条件不仅有磨损而同时有腐蚀的情况下,WC10Co4Cr应是一种最佳选择。
WC- Co涂层固有特性是耐磨粒磨损、冲蚀磨损及微振磨损,而导入Cr元素后,又提供了耐腐蚀性能,这类材料是取代镀硬铬的最好替代物,当人类对环境要求越来越高的形势下,镀硬铬江河日下,这为WC10Co4Cr的广泛应用搭建了平台。 推荐采用超音速火焰喷涂,涂层可以对基体产生压应力,结合强度高,光洁而致密,坚硬耐磨。适用于超音速喷涂、等离子喷涂等工艺。镀硬铬的理想替代品,涂层呈压应力,良好的抗蚀性、耐磨性及耐冲蚀性,表面光洁度高,应用于湿的腐蚀环境、飞机起落架、造纸工艺、液压缸及阀门行业。
3.涂层功能效果:



4.适应范围: 热喷涂碳化钨/钴金属陶瓷作为耐磨涂层,由于其良好的硬度和韧性广泛地应用于航空航天、冶金、机械、等领域。相对于电镀硬镀硬铬层,热喷涂碳化钨陶瓷涂层在耐磨性、耐蚀性、耐疲劳性等方面有明显的优势,而且制备速度快,成本低,环境好,在某些应用领域,比如飞机起落架,可用热喷涂的WC-Co-Cr涂层替代硬铬镀层。
这类涂层主要为:耐磨损、耐冲蚀磨损、耐高温和氧化、耐疲劳性、间隙控制涂层
加工涂层类型:
A、 耐磨损一热喷涂技术应用最大的领域, 这类涂层主要为:
(1)耐粘着磨损或划伤一一专用典型涂层为钴基碳化钨、碳化铬/镍铬涂层。
(2)耐磨粒磨损一专用典型涂层为钴基镍铬合金、 自熔合金混合钼、氧化铬涂层。
B、 耐高温和氧化一这类涂层抗化学或物理分解, 改善零件的高温性能, 这类涂层主要为:
(1)抗高温氧化涂层一典型涂层为镍/铬涂层。
(2)耐热腐蚀涂层一典型涂层为镍/铬涂层。
C、 间隙控制涂层一这类涂层提供紧密的封严间隙,显著提高设备性能和运转效率,与配合零件接触时,
涂层优先受控磨损,典型涂层为镍/石墨、聚酯铝混合物、铝/石墨涂层。
5.推荐设备配套适应范围:SX-500型超音速火焰喷涂设备(燃气):
SX-8000型超音速火焰喷涂设备(燃油)
>> 上一个: 全自动生产线必备(跟工艺走)
>> 下一个: 电弧喷涂线材设备系列
© 2017 广州三鑫金属科技有限公司 粤ICP备09037207号