广州三鑫金属科技有限公司



供货种类.型号 列表
| 序号 | 内容 | 型号 | 配置可选喷枪 | 备注 | |
| 1 | 电弧喷涂锌铝设备 | sx-400型 | 拉式. |
|
可根据用户需要量身设计定做(功率大小,可配多支喷枪,内孔和外孔喷枪,自动化生产线等。) |
| 2 | 电弧喷涂硬质线材设备 | SX-600型 |
| 推式. | |
| 3 | 喷锅炉电弧设备 | +专用 SX-600 型 / SX-1000型 |
| 推式 | |
| 4 | 金属熔射电弧设备 | +打标机 SX-500型 | 拉式 |
| |
| 5 | 金属表面处理设备 | + 火花加粗 SX-600型 | 拉式 |
| |
| 6 | 喷涂设备 | +汽车零件 专用 SX-600型 |
| 推式 | |





拉式.电弧喷涂锌铝设备 sx-400型
高音速电弧喷涂设备技术特点
特点:
高速电弧喷涂机是我公司研制开发的一种高效率、低能耗的高新技术产品。它是以电产生电弧为热源,将金属丝溶化,以压缩空气进行雾化及冷却,将需喷涂用金属丝吹成微细颗粒,高速喷向经过预处理工件表面,获得理想涂层。
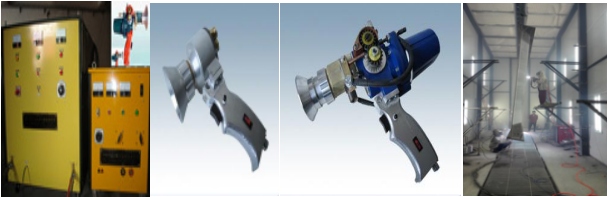
高音速电弧喷涂设备构成
本套设备由高速电弧喷枪、电弧喷涂电源组成。(内设送丝机构、控制系统和
压缩空气系统。送丝分类有拉式机和推式机) 可根据用途选购拉式机或推式机.
另需配套设备:空气压缩机、喷砂机、空气滤清器、放丝盘架。
高音速电弧喷涂功能加工
sx-400型高音速电弧喷涂加工涂层:喷涂铁、喷不锈钢、碳钢、锌、铝、铜铅钼、巴氏合金等各种功能涂层。
热喷涂在国民经济中的应用领域
应用范围:●铁塔、桥梁、水闸门、船舶等钢结构喷锌喷铝防腐●造纸烘缸、印刷辊、曲轴等工件表面磨损的喷涂修复●电容、电瓷行业的电极喷涂等。●锅炉四管、制粉系统(风机叶轮及蜗壳)、滚筒、烘缸、轴类、模具等防磨防腐喷涂层
主要技术参数:
| 喷涂材料 | 线材直径(mm) | 常用工作电流(A) | 空载电压(V) | 选用空气帽口径(mm) | 喷涂效率(kg/h) |
| 锌丝 | 1.2-3.0 | 80-210 | 18-30 | 6-8 | 32 |
| 铝丝 | 1.2-3.0 | 120-240 | 25-38 | 6-8 | 30 |
| 铜丝 | 2.0 | 150-200 | 35-40 | 7-8 | 18 |
| 高碳钢丝 | 2.0 | 150-220 | 10-44 | 8 | 21.5 |
| 不锈钢丝 | 2.0 | 150-220 | 10-44 | 8 | 32.5 |
| 锌铝 铅锡合金丝 | 1.2-2.0 | 80-110 | 18-28 | 7 | 19-28 |
| 空气压力 | 输入电源 | 输出功率 | 输出空载电压 | 电源重量 | 调整电压 |
| >0.5Mpa | 380V(三相)50HZ | 16KW | 18-44V | 178kg | 0-24V |
特点:
采用一体式电控气、电开关,操作更方便,可实现长距离登高作业。
粒子飞行速度达420m/s以上。
轴向气流速度达600m/s。
涂层沉积率大于75%。
| 喷枪重量 | 空气压力 | 空气消耗量 | 送丝引力 | 调速范围 | 输入电压 |
| 2.65kg | >0.5Mpa | >1.85m3/min | >8kg | 无级调速 | ≤24V(直流) |


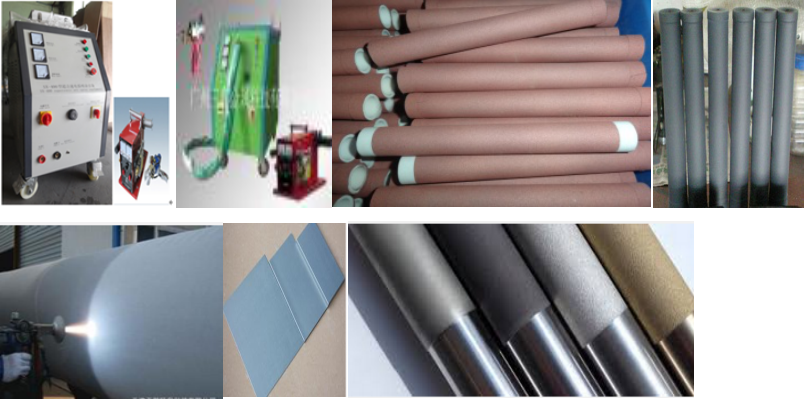
喷涂样品:
电弧喷涂设备及样品
对象为希望了解金属喷涂技术的工程技术人员、与钢结构防腐蚀和机械零部件耐磨损修复有关的设计人员、从事电力锅炉防腐蚀工程施工及监理的专业技术人员和技术管理干部,还可以作为电弧喷涂操作人员的业务知识培训。
目前,电弧喷涂技术在国内已受到许多部门的重视,正得到越来越广泛的应用。电弧喷涂技术可应用于防腐、耐磨、装修及形成特殊功能涂层等领域,尤其在防腐领域,电弧喷涂是最有效、最经济的长效防腐技术。电弧喷涂和电弧喷涂机的特点、电弧喷涂技术新发展及其在钢结构防腐领域显示的优势等作介绍。
电弧喷涂是将两根被喷涂的金属丝作为自耗性电极,利用两根金属丝端部短路产生的电弧使丝材熔化,用压缩空气把已熔化的金属雾化呈微熔滴,并使其加速后以很高的速度沉积到基体表面形成涂层的一种热喷涂方法。
20世纪八十年代,美国、德国等一些工业发达国家的电弧喷涂技术得到了较大的发展,涂层质量大大提高,促进了电弧喷涂技术在工业中的广泛应用。目前,电弧喷涂技术在国内已受到许多部门的重视,正得到越来越广泛的应用。电弧喷涂技术可应用于防腐、耐磨、装修及形成特殊功能涂层等领域,尤其在防腐领域,电弧喷涂是最有效、最经济的长效防腐技术。
它涂层技术,电弧喷涂技术具有涂层质量好、工件变形小、生产效率高、能源利用率高、经济效益好、操作简单和易于野外作业等显著优点。
(一) 电弧喷涂的特点
1、防腐寿命长,是其它防腐方法无法比拟的,一次防腐,一劳永逸。
2、煤矿井筒钢结构件在加工、起吊、运输、安装过程中,涂层易被碰损、划伤,电弧喷涂技术本身即可修复;而热浸锌自身无法修补,只能用喷涂方法修复,势必又一次增加设备投资。
3、电弧喷涂可根据不同腐蚀环境喷涂相应耐蚀材料涂层,工艺系统具有普遍适用性。热浸锌仅能制备锌涂层,对复杂的腐蚀环境,单一的锌涂层将难以适应,会大大降低涂层耐蚀寿命。
4、与火焰喷涂相比,电弧喷涂的结合力与生产效率均为火焰喷涂的2倍以上,成本低廉,工艺稳定,施工方便。
(二) 电弧喷涂设备的特点
电弧喷涂设备具有喷涂涂层质量好、致密度高、结合力强、喷涂效率高、高效节能、操作简便安全等特点,可喷涂锌、铝、不锈钢、铜等金属丝材,应用于各种防腐工程和机械维修。
该设备具有如下几个显著特点:
1、喷涂效率高:该型电弧喷涂设备每小时可喷锌25-35kg,是传统线材火焰喷涂效率的2-4倍。
2、涂层质量好:该系列电弧喷涂设备,采用目前世界公认的先进技术-双雾化、封闭式喷嘴,喷出的雾化粒子温度高、飞行速度快、涂层致密、均匀,涂层的物理性能(如密度、结合强度)均优于传统的线材火焰喷涂层。
3、喷涂时工件不变形:由于以高压空气为动力,使工件在喷涂时受热很轻微,保证了工件在喷涂时不变形。
1、熔滴速度
高速电弧喷涂技术(HVAS)是20世纪90年代开发出的先进热喷涂技术,因其熔滴飞行速度的大幅度提高(达到350m/s)和雾化效果的进一步改善,从而制备出与等离子喷涂相近的高结合强度、低孔隙率的高质量涂层,大大拓宽了电弧喷涂的应用领域。
电弧喷涂涂层的性能受到多种因素的影响,其所具有的快速凝固组织与雾化过程中熔滴的动力学及热传输有密切关系。对雾化过程的动力学和热传输行为进行分析,不仅是选择喷涂工艺参数的重要依据,也有助于正确地理解高速电弧喷涂涂层组织的形成与演变机制。但由于试验技术的限制,难以用实测方法获得熔滴温度、冷却速度等热传输参数,通常采用理论模型进行数值模拟计算,而确定雾化气流速度和熔滴速度是进行模拟计算的前提条件。
2、金属电弧喷涂
金属喷涂是用压缩气体将熔融状态的金属雾化成微粒,喷涂沉积在预先准备的工件表面上,形成一完整的金属覆盖层。一般来说,金属喷涂主要有三方面用途:
(1) 用于抗腐蚀、抗高温氧化或耐磨损等防护性涂层;
(2) 用于修复零件尺寸,如由于大范围磨蚀或局部机械加工错误而造成构件几何尺寸的不足,可通过金属喷涂予以修复;
(3) 用表面喷涂金属的非金属材料来代替金属制造设备或部件。金属电弧喷涂是利用交流或直流电弧熔化不断进给的金属喷丝,再由压缩空气通过喷嘴使之雾化并喷射到工件表面,该喷涂工艺的主要装置称为金属电弧喷涂枪。
金属的电弧喷涂有着十分广泛的用途,如:修复各类活塞式发动机的汽缸套,修复各类轴或轴承零件;铝或锌的电弧喷涂层有良好的耐腐蚀性,可用于各种管道、罐体或扩散装置的内壁防护;铝、铜、青铜、黄铜的喷涂层可用于各种金属或非金属制品的表面防护和装饰。
3、超音速电弧喷涂
超音速电弧喷涂是最新研制出的表面防腐耐磨涂层新技术。这种新技术在防腐、修复和机械制造等领域有着广泛的应用。可用于船舶、桥梁、矿井支架和设备、锅炉管道的防腐处理、热轧辊柱塞、造纸、烘缸、模具的修复;机械制造中零件尺寸超差的恢复、零件表面强化、零件特殊的制备以及模具的快速制造;可部分取代电镀工艺。它的应用将会产生很大的经济效益和社会效益。
超音速电弧喷涂证明其金属粒子喷速比目前世界最先进的喷涂设备高出两倍以上,电弧稳定性、金属粒子雾化率、涂层孔隙率、耐磨性能、表面硬度等多项指标,均达到国际最高水平。该项技术还成功地在西安昆仑机械厂等企业进行了应用试验,成功地修复了一批磨损严重的进口曲轴和模具。
电弧喷涂技术的应用
1.长效防腐蚀涂层
一般环境下用于长效防腐蚀的材料是锌和铝,或是锌铝合金。由于锌和铝的电极电位比铁低,对钢铁气体基体起到阳极保护作用,应次锌和铝被广泛用于共铁结构件耐大气、淡水、海水和土壤环境的长效防腐蚀涂层。目前我国利用电弧喷涂锌和铝用于长效防腐蚀的领域已非常广泛,如建筑、桥梁、海洋钻井平台、闸门、广播电视天线、雷达天线、输变电铁塔、电缆桥架、公路护栏、灯杆灯柱、高架人行天桥、各种储罐、各种管道、各种反应釜、船舶、港口机械、煤矿井筒、煤矿机械、化工机械等。在工业大气、淡水、海水及土壤环境下的钢铁结构件选择电弧喷锌或电弧喷铝涂层,加上封闭技术,其防腐蚀年限可达20~30年。
另外,利用具有自粘结性能的镍铬钛和铁铬铝等专用合金材料对动力、造纸、化工、热电等大型工业锅炉受热管件中的水冷壁管、过热器管、再热器管和省煤器管实行电弧喷涂高温防腐蚀,目前被认为是最有效的方法。不仅工作效率高,施工费用低,现场适应性强,而且在环境比较恶劣的情况下仍能保持稳定的喷涂质量。电弧喷涂型工业锅炉“四管”进行高温防腐蚀的年限可达5~8年。
煤矿井筒阴暗、潮湿、淋水,相对湿度很大,井筒大型钢铁结构件长期处于严重的腐蚀环境中。一般矿井的设计寿命为50~100年,现行的防腐蚀方法均为除锈、刷漆,其防腐蚀年限仅为3~5年,因此在井筒服役漆匠需多次更换钢铁结构件,代价十分昂贵。采用电弧喷涂锌铝复合涂层后,其使用寿命可延长到30年以上。经北京新迪表面技术工程有限公司在山西、河南、山东、安徽等地的煤矿利用,电弧喷涂设备对井筒钢铁结构件进行锌铝复合喷涂,效果很好,为公认为是最经济、最有效的长效防腐蚀方法。
管道在工业生产中是不可缺少的输送渠道,不论是化工管道、石油管道还是工业及民用输水管道,都会长期处于腐蚀环境中。利用电弧喷涂锌或铝涂层进行防腐蚀处理可以达到长效防腐蚀的目的。根据国际标准,电弧喷锌后的输水管道刷上一层沥青,防腐蚀年限可达10~20年。
2.机械零件修复
冶金、石化、煤炭、机械加工等行业中经常使用的压力机,其大型柱塞长期运行后表面出现划痕、磨损,影响密封效果,经多次磨削修复后尺寸超限而报废。利用电弧喷涂不锈钢涂层,然后进行磨削加工,不仅能够恢复使用,还能提高柱塞的耐磨耐蚀性能。利用电弧喷涂技术修复好的大型柱塞,其使用性能往往优于新柱塞,而且修复成本仅为新柱塞的四分之一。
造纸烘缸的尺寸大,造价高,是造纸机械的重要部件。在使用过程中,烘缸内要通入120℃高温的蒸汽,外表面接触纸浆中的腐蚀介质,再加上烘缸表面还要与刮刀接触,使烘缸在使用过程中形成划痕和点状腐蚀。采用电弧喷涂不锈钢涂层修复烘缸可以延长使用寿命,提高生产质量。有些烘缸制造厂还把电弧喷涂不锈钢技术应用于烘缸的制造,质量非常好,受到用户欢迎。
电弧喷涂术在钢结构防腐领域显示优势
超音速电弧喷涂在普通电弧喷涂基础上发展起来的新技术;超音速电弧喷涂层具有比普通电弧喷涂层更为优越的性能,近年来广泛应用于机械、化工、电力、冶金行业,特别是在火力发电厂的锅炉管道上得到了很好的应用,较好地解决了锅炉管道的高温磨损和腐蚀问题,为电厂的安全稳定运行起到了重大的作用,也给电厂带来了很好的经济效益和社会效益。
超音速电弧喷涂性能及优势:
第一喷涂类的粒子速度高,喷涂钢的速度为三百零二m/s;喷涂铝的速度为三百八十六m/s。
第二涂层连和强度高,喷涂3Cr13涂层结合强度达六十八MPa。
第三涂层硬度高,喷涂3Crl3涂层硬度为HV397。
第四喷涂效率高,喷涂不锈钢丝沉积效率高达百分之七十五。
第五涂层孔隙率低,涂层呈现典型的层状组织架构,涂层孔隙大小平均为四点三二微米,孔隙率为百分之零点九。
超音速电弧喷涂涂层封闭或涂装:
1、封闭或涂装:可采用手工涂刷、滚刷、气喷涂等方法。8 H$ v& O. z0 V7 {
(1).封闭:对金属涂层进行封孔,其目的是尽可能地将涂层孔隙堵住,并填平其凹坑,以延长涂层的使用寿命。
(2).涂装:为了美观或延长防护体系的使用寿命,可对已封闭或未封闭的金属涂层进行涂装。涂装体系应与金属涂层或封孔剂有相容性,便于保养且能持久地保持耐工况环境的要求。
2、封孔剂的选择及施工:
封孔剂的选择要考虑到:渗透性、结合力、过渡层、稳定性、安全性、切不能过多增加涂层厚度。
3、涂装要求:
(1).超音速喷涂后要在6小时内覆盖封孔剂或涂料涂层。
(2).涂料涂层表面平整均匀,不允许有剥落、起泡、裂纹、气孔。
电弧喷涂长效防腐技术是使两根带电的金属丝点弧熔融,被压缩空气喷吹、雾化、喷涂至经处理的基体表面,并形成结合良好、致密的金属涂层,然后用封闭剂对金属涂层表面进行封闭,再涂装优质面漆,最终形成长效防腐复合涂层。
电弧喷涂防腐涂层是由金属涂层、封闭涂层及面漆形成的长效防腐涂层体系。其中,金属涂层起阴极保护和机械屏蔽作用;封闭涂层将钢铁、金属涂层和防腐介质分隔开,起保护作用;面漆涂层对整个涂层进行保护并有美化外观的作用。
复合涂层体系能够产生最佳协同效应,比单一涂层拥有更长久的耐腐蚀寿命。世界各国有大量应用实例证明,电弧喷涂复合涂层防腐蚀寿命可达到20年以上,即使20年以后的维护,也仅需在电弧喷涂层上刷封闭涂料,无需重新喷砂除锈和电弧喷涂。其防腐寿命是油漆防腐的三倍,而年均防腐费用仅为重防腐方法的1/4。的ВНИИТУВИД研究所多年来一直从事金属电弧喷涂的工艺和设备研究工作,目前它在总结、吸收国内外先进经验的基础上研制成功一种高效能的M-5型电弧喷涂枪。它与同类装置相比较具有以下优点:喷射角减小到13°,使喷料利用率提高25%,对于φ2.4mm喷丝,喷涂过程中的重量消耗可减少30~40%;直径超过100mm的圆柱状套形零件,其内表面的喷涂深度可达400mm;该设备采用可拆卸结构,且零部件的拆装操作比较简单,因此其维护性良好;通过控制台进行设备操作简易、方便。
传统的钢结构防腐以涂刷油漆为主,不仅防腐效果差,维护成本高,对环境也造成了严重污染。运用电弧喷涂技术,成为当前解决钢结构件防腐蚀问题最为有效的途径,在实际应用中具有较大的社会效益和经济效益。
高(超)音速电弧喷涂设备系列各型号功能用途表
| 型号
| 功率 (KW) | 配置 喷枪数量 (支) | 线材直径
(mm) | 耗气量
M3/min | 应用范围 | 拉式枪 推式枪 内孔枪 大口径枪 |
| Sx-400型 | 15 | 1 | 1.2-3.0 | 2.3 | 喷锌、喷铝、局部修复加工 | 拉 |
| Sx-500型 | 18 | 1 | 1.2-3.0 | 2.3 | 五金修复、小型工程施工 | 拉 |
| Sx-600型 | 21.6 | 1 | 1.2-3.0 | 2.3 | 硬质合金丝、锅炉施工 | 推 |
| Sx-800型 | 28.8 | 2 | 1.2-3.0 | 4.6 | 大面积喷锌喷铝、配置自动喷涂设备使用 | 拉 |
| Sx-1000型 | 36 | 2 | 1.2-3.0 | 4.6 | 工程施工批量加工、配合自动喷涂设备使用 | 推 |
| Sx-2000型 | 72 | 4 | 1.2-3.0 | 9.2 | 大型工程施工、长时间喷涂项目、大批量喷涂加工 | 大口径 推、拉、内 |
| Sx-4000型 | 144 | 8 | 1.2-3.0 | 18.4 | 更大型工程施工、长时间喷涂项目、大批量喷涂加工 | 大口径 推、拉、内 |
超(高)音速电弧喷涂功能加工涂层
多功能加工喷涂丝材: 锌、铝、铜、不锈钢、镍基合金、铬基合金、巴氏合金、铅钼等各种功能涂层。

Sx-400型( 拉式机)高音速电弧喷涂设备 适合喷锌、铝、铁线材
Sx-600型 (推式机)超音速电弧喷涂设备 适合喷不锈钢、铜、镍基合金、铬基合金、巴氏合金、铅钼等各种线材功能涂层
Sx-800型 (推、拉式机喷双枪)超音速电弧喷涂设备 适合喷锌、铝、不锈钢、铜、镍基合金、铬基合金、巴氏合金、铅钼等各种线材功能涂层
>> 上一个: 推丝.电弧喷涂硬质线材设备
>> 下一个: 金属熔射打标机
© 2017 广州三鑫金属科技有限公司 粤ICP备09037207号